ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 54-247-06 |
|
Наименование проекта Импульсная головка |
|
Назначение Для изготовления литейных форм |
|
Рекомендуемая область применения В области металлургии и в литейном производстве при изготовлении литейных сплавов |
|
Описание
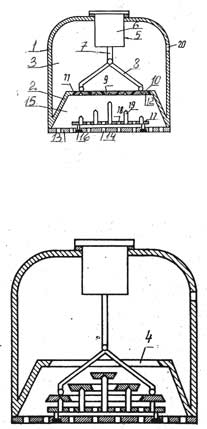
Результат выполнения конструкторской разработки. Головка содержит (см. рисунок) корпус 1 с рассекателем 2, рабочей полостью 3 и выпуклым отверстием 4; клапан 5, состоящий из поршневого привода 6, балки 8 и тарелки 9 в виде дисков 10, в местах сопряжения которых установлены уплотнители 11. С нижней стороны дисков выполнены направляющие пазы 12. В нижней части корпуса закреплена перфорированная плита 13 с отверстиями 14. Рассекатель образует с перфорированной плитой полость 15. Внутри полости на регулированных упорах 16 перфорированной плиты установлено регулирующее устройство 17 с отверстиями 18 и направляющими штырями 19. Для подачи сжатого воздуха в рабочую полость в корпусе выполнено отверстие 20.
Рис. Импульсная головка. |
|
Преимущества перед известными аналогами Обеспечивает регулирование площади проходного сечения выпускного отверстия, что повышает скорость открывания выпускного отверстия и повышает мощность воздушного потока |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Улучшается качество формовки литейных форм, в 2 раза увеличивается производительность |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 25.07.2006 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии