ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 30-021-05 |
|
Наименование проекта Алгоритм расчета параметров размерного совмещенного обкатывания |
|
Назначение Назначение оптимальных режимов обработки методом размерного совмещенного обкатывания. |
|
Рекомендуемая область применения Разработка технологического процесса упрочняющей обработки деталей класса "вал" (Упрочняющая обработка деталей в машиностроении). |
|
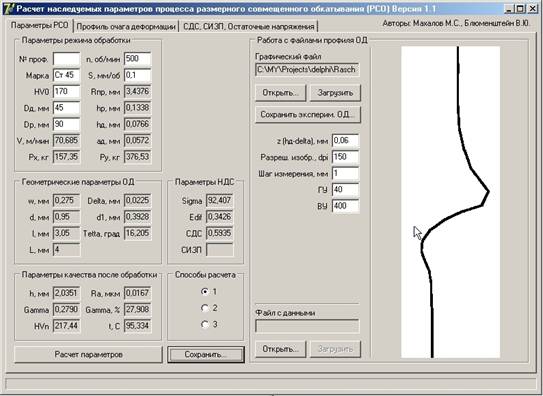
Описание Результат выполнения научно-исследовательской работы. Алгоритм применяется при разработке технологического процесса упрочняющей обработки деталей класса «вал» методом размерного совмещенного обкатывания (РСО). Он позволяет расчетным путем назначать оптимальные режимы обработки, обеспечивающие требуемые эксплуатационные свойства и долговечность детали в условиях приложения усталостных нагрузок. Параметры, используемые в алгоритме, разделены на 5 групп: 1. Параметры режима обработки (РСО). 2. Геометрические параметры очага деформации, возникающего при обработке. 3. Параметры качества поверхностного слоя детали. 4. Параметры механического состояния металла поверхностного слоя детали. 5. Параметры эксплуатационной долговечности детали. При решении прямой задачи, включающей в себя определение параметров качества, механического состояния поверхностного слоя и эксплуатационной долговечности детали, исходя из заданных режимов обработки, исходными данными являются: - диаметр и профильный радиус ролика, - действительный зазор и натяг ролика, - подача, - частота вращения детали, - диаметр детали, - материал детали. По указанным параметрам осуществляется расчет геометрических параметров очага деформации, профиля пластической волны, возникающей перед деформирующим инструментом, и параметров качества обработанной поверхности. Среди последних основными являются шероховатость, глубина и степень упрочнения поверхностного слоя детали. Далее алгоритм предполагает расчет параметров механического состояния металла - накопленных деформаций, степени использования запаса пластичности, а также определение компонент тензора остаточных напряжений. Затем осуществляется расчет циклической (эксплуатационной) долговечности детали. Решение обратной задачи предполагает определение параметров режима обработки, обеспечивающих необходимую долговечность детали. В качестве исходных данных выступают значения глубины и степени упрочнения, параметров механического состояния и циклической долговечности детали, которые технолог ожидает получить после обработки РСО. На основе представленного алгоритма создана программа для ЭВМ, позволяющая производить расчет наследуемых технологических и физико-механических параметров процесса размерного совмещенного обкатывания (РСО) тремя способами. Выбор способа расчета обуславливается имеющимися исходными данными. Программа снабжена необходимыми всплывающими подсказками, имеет простое и интуитивно понятное оформление (рис. 1).
Рис. 1 Главное окно программы |
|
Преимущества перед известными аналогами Аналоги не известны. |
|
Стадия освоения Алгоритм доведен до уровня программы ЭВМ. Внедрен на машиностроительных предприятиях Кузбасса. |
|
Результаты испытаний Алгоритм обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение сроков и трудоемкости технологической подготовки производства не менее чем на 20% (в расчете на одну деталь типа "вал"). |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 21.09.2005 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии