ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-008-05 |
|||
|
Наименование проекта Устройство для изготовления трубчатых изделий |
|||
|
Назначение Для производства трубчатых изделий |
|||
|
Рекомендуемая область применения Машиностроение, защита окружающей среды, обеспечение безопасных условий труда |
|||
|
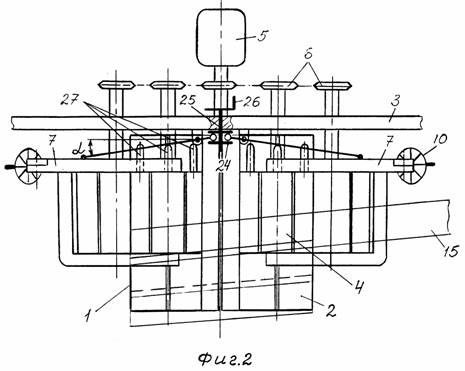
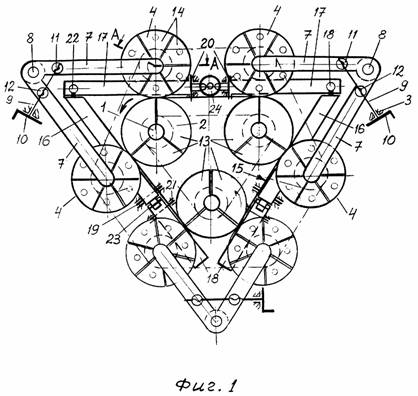
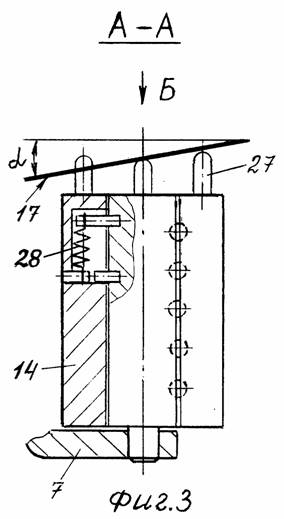
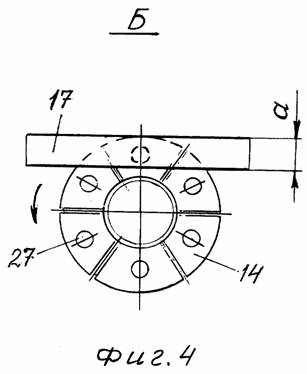
Описание Результат выполнения технологической разработки. Устройство для изготовления трубчатых изделий содержит дополнительно по меньшей мере по два ведущих барабана на один ведомый. Рабочая поверхность ведущих барабанов образована подвижными сегментами по конструкции такими же, как и ведомых, различие в размерах и количестве, где их по меньшей мере в два раза больше, чем в ведомых барабанах. Привод вращения барабанов может осуществляться от двигателя, например, через цепную передачу на все барабаны, а также или ведущие, или ведомые. Привод перемещения сегментов ведущих барабанов осуществляется от копиров, выполненных в виде плоских планок посредством толкателей, установленных непосредственно на сегментах. Ведущие барабаны имеют возможность прижиматься с необходимым усилием к ведомым через ленту как исходный материал. Поэтому перемещение сегментов ведомых барабанов и ленты происходит от сегментов ведущих барабанов на определенное расстояние, которое может изменяться в процессе работы, изменяя угол наклона копиров. Сущность изобретения поясняется графически, где на фиг. 1 показан общий вид; на фиг. 2 - вид сверху; на фиг. 3 - разрез по А-А фиг. 1; на фиг. 4 - вид Б фиг. 3; на фиг. 5 - графики зависимости перемещения сегментов от угла поворота барабана. Устройство для изготовления трубчатых изделий содержит оправку 1 для спиральной намотки ленточного материала. Оправка 1 образована параллельно установленными с возможностью вращения в одном направлении по меньшей мере двумя ведомыми барабанами 2, смонтированными с возможностью вращения в станине 3. Оправка 1 содержит также дополнительно ведущие барабаны 4, по меньшей мере, по два на ведомый барабан 2. В примере показано три барабана 2 и три пары барабанов 4. Вращение барабанов 2 и 4 осуществляется от привода 5 при помощи, например, цепной передачи 6. Каждая пара ведущих барабанов 4 смонтирована шарнирно на штангах 7. Штанги 7 при помощи шарниров 8, установленных на станине 3, соединены друг с другом и приводятся в движение от винтового механизма. Винтовой механизм содержит винт 9, жестко соединенный с маховиком 10 и двух шарнирных гаек 11 и 12 с разным направлением резьбы и установленных на штангах 7. Маховик 10 установлен с возможностью только поворота на станине 3. Рабочая поверхность каждого барабана 2 и 4 образована аксиально подвижными, например, в шариковых направляющих сегментами 13 и 14 соответственно. Конструктивно сегменты 13 и 14 выполнены одинаковыми, различие состоит в размерах и их количестве. На ведущих барабанах 4 их по крайней мере в два раза больше, чем ведомых барабанах 2. Между ведомыми барабанами 2 и ведущими барабанами 4 заправляется лента 15 как исходный материал для получения, например, спирально-шовной трубы. Между подаваемой лентой 15 и этой же лентой, только намотанной на барабанах 2, установлен нагревательный элемент (условно не показан) для разогрева кромок ленты перед прикаткой и сваркой. Ведущие барабаны 4 выполняют роль и прикаточных роликов для получения качественного шва. Сегменты 13 и 14 являются приводом для осевого перемещения ленты 15 и сварной трубы. Поэтому закон перемещения сегментов 13 и 14 для ее равномерного перемещения (сползания трубы с оправки 1) должен быть линейным. Зависимость перемещения t сегментов 14, а следовательно, и сегментов 13 от угла поворота
Работает устройство следующим образом. Вначале заправляется лента 15, как исходный материал, между барабанами 2 и 4. Для этого вращением маховиков 10 барабаны 4 отводятся от барабанов 2. Заправляется лента 15 и барабаны обратным вращением маховиков 10 перемещаются и прижимаются с определенным усилием через ленту 15 к барабанам 2. В частности, сегменты 14 прижимаются к сегментам 13 через ленту 15. Затем, например, когда ручной вариант управления копирами, маховиком 26 копиры 16, 17 и 18 настраиваются на определенный угол
Данная конструкция позволяет просто и надежно производить регулировку шага подачи материал в процессе работы за счет простых исполнительных механизмов (барабанов с сегментами) и простых копиров, выполненных в виде плоских наклонных планок.
|
|||
|
Преимущества перед известными аналогами Высокая надежность работы устройства, возможность регулировки шага подачи материала в процессе |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Повышение надежности работы устройства в 2 раза |
|||
|
Возможность передачи за рубеж За рубеж не передаётся |
|||
|
Дата поступления материала 10.02.2005 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии