ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 35-015-04 |
|
Наименование проекта Способ подготовки и заделки рукава высокого давления |
|
Назначение Обеспечение герметизации соединения рукавов высокого давления. |
|
Рекомендуемая область применения Соединения гибких гидравлических магистралей высокого давлени при изготовлении машин и оборудования. |
|
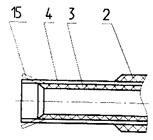
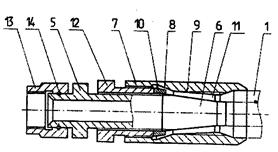
Описание Результат выполнения конструкторской разработки. Способ подготовки и сборки рукава (рис. 1, 2) включает снятие верхнего и внутреннего резиновых слоев рукава до металлической оплетки, установку рукава в муфту, зажим рукава на муфте. При этом удаление внутреннего резинового слоя до металлической оплетки осуществляют на отрезке длиной, равной длине конусной поверхности муфты после удаления верхнего слоя, и развальцовку отгибного кончика рукава высокого давления в виде металлической оплетки на муфте с помощью нажимного элемента. Устройство для осуществления предлагаемого способа подготовки и заделки рукава высокого давления содержит муфту 7, завинченный в нее ниппель 5 с коническим хвостовиком 6, а также гнездо 11 для установки рукава 1, образованное в пространстве между коническим хвостовиком 6 и винтовой нарезкой 9 муфты 7. В муфту завинчена дополнительная гайка 12, перед которой установлен нажимной конус 10, взаимодействующий с гайкой по торцевой поверхности. Муфта снабжена конусной поверхностью 8, на которой происходит зажим предварительно развальцованной части металлической оплетки 15 рукава высокого давления 1 конусом 10 за счет зажатия гайкой 12. На ниппеле 5 закреплена накидная гайка 13 посредством проволоки 14. Способ подготовки и заделки рукава высокого давления осуществляется следующим образом. Перед сборкой срезают наружный резиновый слой 2 рукава 1 высокого давления до металлической оплетки 4, а затем внутренний резиновый слой 3 рукава до металлической оплетки 4 на отрезке длиной, равной длине конусной поверхности 8 муфты 7. После подготовки рукава часть металлической оплетки без резины 15 может быть развальцована на угол, обеспечивающий заведение рукава в муфту 7. Устанавливают рукав в муфту и окончательно развальцовывают металлическую оплетку с помощью конуса 10, зажимая гайкой 12. Таким образом, рукав предварительно закрепляют в муфте. Ниппель 5 заворачивают в гайку 12 и окончательно закрепляют рукав между коническим хвостовиком 6 и винтовой нарезкой 9 муфты. При работе соединения в составе гидросистемы возникающие осевые нагрузки воспринимаются не только силами трения на конусном хвостовике ниппеля и в винтовой нарезке муфты, но и силами трения на завальцованной поверхности металлической оплетки рукава. что значительно повышает надежность заделки рукава высокого давления.
Рис. 1.
Рис. 2. |
|
Преимущества перед известными аналогами Повышенная надежность соединения рукава в условиях динамических нагрузок. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Надежность соединения повышается на 25-30 %. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 23.06.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии