ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 30-025-04 |
|||
|
Наименование проекта Устройство для подачи прутков в рабочую зону пресса |
|||
|
Назначение Автоматизация штамповочных работ |
|||
|
Рекомендуемая область применения Прозводство заготовок для безотходной или малоотходной штамповки, где предъявляются жесткие требования к объему заготовок. |
|||
|
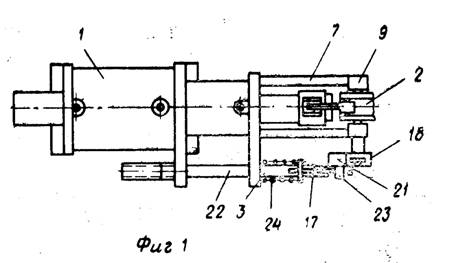
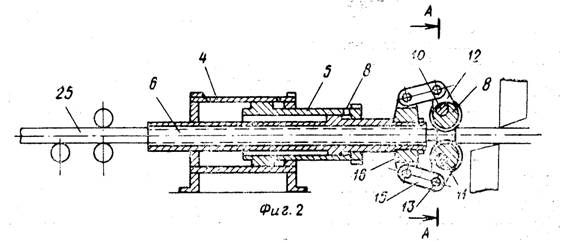
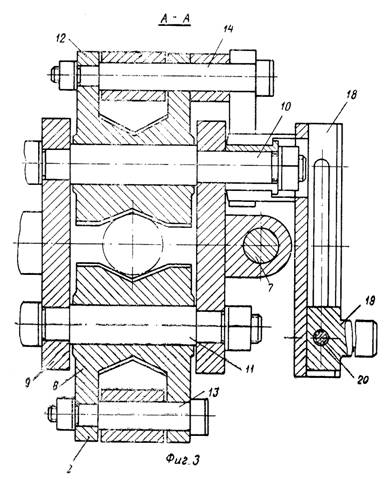
Описание Результат выполнения научно-исследовательской работы. Изобретение касается автоматизации штамповочных работ и может быть использовано при производстве заготовок для безотходной или малоотходной штамповки, где предъявляются жесткие требования к объему заготовок. Известны устройства для подачи прутков в рабочую зону прессов, содержащие зажимные эксцентриковые кулачки, установленные на каретке, приводимой в возвратно-поступательное движение вдоль оси подачи. Однако такими устройствами невозможно обеспечить одинаковый объем у отрезаемых от подаваемого в отрезные штампы прутков из-за возможного изменения диаметра прутка. Для обеспечения возможности автоматического регулирования шага подачи в зависимости от диаметра подаваемого прутка устройство снабжено подпружиненным упором, установленным на подающей каретке с возможностью относительного перемещения под действием одного из зажимных кулачков посредством прикрепленного к нему одним концом рычага, другой конец которого взаимодействует с подпружиненным упором. На фиг. 1 изображено предложенное устройство, вид в плане; на фиг. 2 - продольный разрез; на фиг. 3 - разрез по А-А на фиг. 1. Устройство состоит из телескопического цилиндра 1, зажимной головки 2 и механизма коррекции шага подачи 3. Телескопический цилиндр состоит из главного цилиндра 4, промежуточного цилиндра 5 и полого штока 6. Поршневые полости главного цилиндра 4 и промежуточного цилиндра 5 выполнены сообщающимися. Зажимная головка 2, соединенная посредством стяжек 7 неподвижно с промежуточным цилиндром, состоит из двух эксцентричных кулачков 8, двух щечек 9 и осей 10 и 11. Оси 10 и 11 соединяют щечки 9 неподвижно друг относительно друга. Кулачки имеют щечки 12, в которых закреплены оси 13 и 14, посредством которых кулачки соединены шарнирно через шатуны 15 и втулку 16 со штоком 6. Механизм коррекции состоит из плавающего подпружиненного упора 17 и рычага 18. Рычаг 18 соединен неподвижно с верхним кулачком 8 посредством осей 10 и 14, и его продольная ось расположена под 90° к линии, соединяющей центры эксцентричного кулачка. В продольном пазу рычага 18 находится палец 19, имеющий возможность перемещаться вдоль паза или фиксироваться относительно рычага винтом 20. Подпружиненный упор 17 состоит из плоской пластины 21, соединенной подвижно относительно направляющей 22 и соединенной неподвижно с промежуточным цилиндром 5. Пластина 21 имеет винт-упор 23. Пластина 21 под действием пружины 24 прижата к пальцу 19. В исходном положении промежуточный цилиндр 5 и шток 6 занимают крайнее левое положение. Кулачки 8 разжаты. По сигналу с поста управления (на чертеже не показан) на подачу прутка цилиндр 6 неподвижен, а шток 6 перемещается вправо и, поворачивая эксцентриковые кулачки 8, зажимает пруток 25 между кулачками 8. По достижении максимального давления в поршневой полости цилиндра 4 цилиндр 5 также перемещается вправо, перемещая пруток. По достижении головкой винта-упора 23 подвижной части золотника (не показан) последний перекрывается, отключая штоковую полость цилиндра 4 от линии слива. В результате этого происходит останов цилиндра 5, а следовательно прекращается подача прутка. Золотник обеспечивает останов с точностью до 0,03 мм независимо от величины подачи. Величина подачи зависит от положения винта-упора относительно пластины 21, а также от положения ее вертикальной грани относительно цилиндра 5. При смещении этой грани вправо величина подачи уменьшается, а при смещении ее влево - увеличивается. Это смещение грани вправо или влево от номинального положения и будет составлять величину коррекции подачи. Величина коррекции зависит от диаметра прутка.
|
|||
|
Преимущества перед известными аналогами Обеспечивает безотходное или малоотходное производство штамповочных работ |
|||
|
Стадия освоения Внедрено в производство на Кузнецком машзаводе |
|||
|
Результаты испытаний Соответствует технической характеристике устройства |
|||
|
Технико-экономический эффект 10 т.р. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 04.11.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии