ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 30-020-04 |
|
Наименование проекта Штамп для резки сортового проката |
|
Назначение Для повышения надежности работы штампа для резки проката. |
|
Рекомендуемая область применения Используется как технологическая оснастка для резки сортового проката круглого, квадратного и шестигранного профиля в заготовительных цехах и участках машиностроительных предприятий . |
|
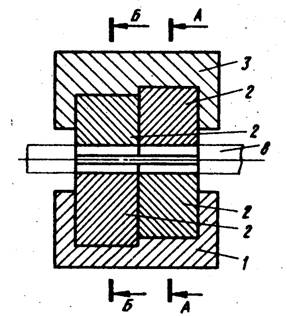
Описание Результат выполнения конструкторской разработки. Изобретение относится к области обработки металлов давлением, а именно к технологической оснастке заготовительных цехов и участков машиностроительных предприятий и может быть использовано для резки сортового проката круглого, квадратного и шестигранного профиля. Известен штамп для резки сортового проката, содержащий неподвижную нижнюю и подвижную верхнюю плиты и размещенный между ними режущий инструмент в виде двух пар подвижных ножей [1]. Штамп имеет сложную конструкцию, что снижает надежность его работы. Целью изобретения является повышение надежности работы штампа для резки проката. С этой целью в штампе для резки сортового проката, содержащем неподвижную нижнюю и подвижную верхнюю плиты и размещенный между ними режущий инструмент в виде двух пар подвижных ножей, ножи выполнены в форме цилиндрических сегментов, сопряженных своими цилиндрическими поверхностями с плитами штампа. Сегменты каждой пары расположены друг относительно друга эксцентрично с возможностью взаимодействия между собой посредством круглых осей. На рис. 1 изображен штамп в разрезе, общий вид. Штамп содержит нижнюю плиту 1, две пары ножей 2, выполненных в виде цилиндрических сегментов и верхнюю плиту 3. Ножи 2 цилиндрическими поверхностями сопряжены с плитами 1 и 3• Между собой ножи каждой пары расположены эксцентрично и замкнуты посредством осей 4. Для возврата штампа в исходное положение (после снятия внешней нагрузки) в плиты 1 и 3 вмонтированы толкатели 5 с пружинами 6, а один из ножей каждой пары снабжен упором 7. Работает штамп следующим образом. При приложении к верхней плите внешней вертикальной нагрузки последняя распределяется между разделяемым 1 прокатом 8 и осями 4. Благодаря эксцентричному размещению ножей 2 последние под действием возникающего при этом крутящего момента поворачиваются по часовой стрелке, преодолевая сопротивление проката 8 и пружин 6. При этом происходит разделение проката. При снятии внешней нагрузки под действием пружин штамп приводится в исходное положение. Предложенный штамп имеет простую конструкцию, что повышает надежность его работы. Штамп для резки сортового проката, содержащий неподвижную нижнюю и подвижную верхнюю плиты и размещенный между ними режущий инструмент виде двух пар подвижных ножей, отличающийся тем, что, с целью повышения надежности в работе, ножи выполнены в форме цилиндрических сегментов, сопряженных своими цилиндрическими поверхностями с плитами штампа, при этом сегменты каждой пары расположены один относительно другого эксцентрично с возможностью взаимодействия между собой посредством круглых осей. Штамп имеет простую конструкцию, что повышает надежность его работы.
Рис.1 |
|
Преимущества перед известными аналогами Известен штамп для резки сортового проката, содержащий неподвижную нижнюю и подвижную верхнюю плиты и размещенный между ними режущий инструмент в виде двух пар подвижных ножей. |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Годовой экономический эффект - 5 т.р. Повышение надежности в работе. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 29.10.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии