ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-013-04 |
|||||||||
|
Наименование проекта Устройство для предварительной обработки заготовок из пластмасс |
|||||||||
|
Назначение Для повышения эффективности и точности обработки |
|||||||||
|
Рекомендуемая область применения Обработка заготовок из пластмасс |
|||||||||
|
Описание
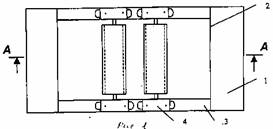
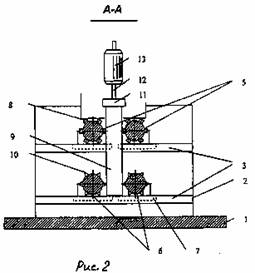
Результат выполнения конструкторской разработки. На рис.1 представлен вид устройства сверху. На рис.2 представлен разрез А-А устройства. Устройство состоит из основания 1 с размещенным на нем корпусом 2. В корпусе 2 имеются опорные балки 3, на которых установлены корпуса подшипников 4 зубчатых валиков 5 и 6. Рабочее пространство между валиками 5 и 6 регулируется путем перемещения корпусов 4 подшипников в пазах 7 опорных балок 3. Зубья 8 валиков 5 обеспечивают линейный контакт с заготовкой 9; дискретные зубья 10 валиков 6 обеспечивают точечный контакт с заготовкой 9. Характер и вид контакта определяется геометрическими параметрами и формой выступов и впадин рабочей поверхности зубчатых роликов. Заготовка 9 закреплена в зажимном патроне 11, который насажен на вал 12 электродвигателя 13. Двигатель 13 установлен с возможностью вертикального перемещения за счет действия штока, соединенного с приводом поступательного движения, например с пневмоприводом (на рисунках не показан). Устройство работает следующим образом. Подают напряжение на электродвигатель 13, и заготовка 9, закрепленная в патроне 11, начинает вращаться. Одновременно электродвигатель 13 за счет действия штока, соединенного с приводом поступательного движения (на рисунках не показан), начинает двигаться вниз, при этом скорость опускания заготовки выбирается равной окружной скорости. Заготовка поступает в рабочее пространство между валами 5 и 6, перпендикулярными продольной оси. При взаимодействии заготовки 9 с валами 5 обеспечивается линейный контакт, при этом заготовка 9 подвергается воздействию режущих кромок зубьев 8 валов 5, что приводит к появлению на поверхности заготовки 9 микроповреждений в виде линий различной длины и конфигурации. В зоне контакта с зубчатыми валиками 6 заготовка 9 подвергается воздействию дискретных выступов 10, например пирамидальных (или конических), что приводит к образованию местных микроповреждений на ее поверхности. Наличие микроповреждений, различных по характеру и геометрической форме, приводит к разрушению структуры поверхностного слоя заготовки 9, что является предпосылкой ее последующей эффективной механической обработки. Количество, глубина, форма микроповреждений структуры нового слоя заготовки 9 определяются геометрией и формой рабочих поверхностей валиков 5 и 6, соотношением скоростей вращения и перемещения заготовки 9.
|
|||||||||
|
Преимущества перед известными аналогами Использование устройства позволит обеспечить более качественную, с точки зрения чистоты поверхности и точности размеров, дальнейшую механическую обработку заготовок из пластмасс |
|||||||||
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||
|
Технико-экономический эффект Снижение трудоемкости и повышение производительности процесса в 1,5 раза |
|||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||
|
Дата поступления материала 15.04.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии