ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 42-001-04 |
|||
|
Наименование проекта Цех по производству холодного полосового проката |
|||
|
Назначение Для производства полосового проката, в том числе, и с защитным - оцинкованным и полимерным покрытием лицевой и обратной стороны. |
|||
|
Рекомендуемая область применения Металлургия. Прокатное производство |
|||
|
Описание
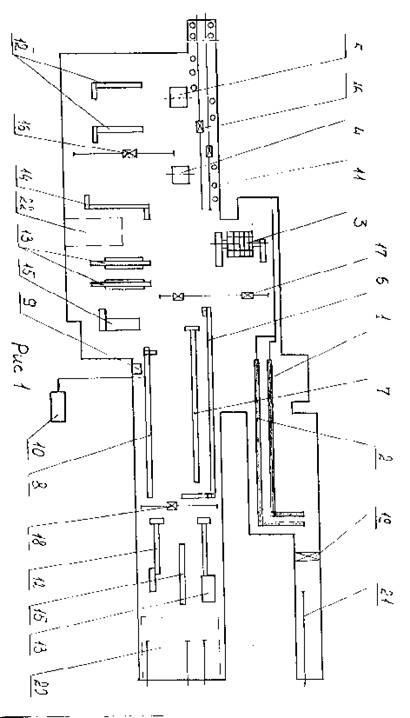
Описание к ИЛ № 42-001-04 Данная работа является результатом выполнения конструкторской разработки. Цех по производству холодного полосового проката содержит (см. рис.1) следующие отделения и агрегаты: травильное отделение с двумя непрерывно-травильными агрегатами 1, 2 с установкой для получения обессоленной воды и блоком химических установок; прокатное отделение с непрерывным станом холодной прокатки 3 и двумя дрессировочными станами 4, 5; агрегат непрерывного отжига 6; агрегат горячего цинкования 7; агрегат нанесения полимерных покрытий 8 с установкой для получения обессоленной воды 9 и блоком химических установок 10; отделение колпаковых печей 11; два отделения с агрегатами продольной 12 и поперечной 13 резки, а также с линиями упаковки пачек листов 14 и узких рулонов 15; транспортирующие устройства для перемещения рулонов полосового проката 16,17,18; подъемно-транспортное оборудование 19; склады готовой продукции 20; железнодорожные тупики для подвоза материалов и отгрузки готовой продукции 21; мастерские вальцешлифовальные, ремонта и другие 22. Цех по производству холодного полосового проката работает следующим образом. С цеха горячей прокатки на склад цеха по производству холодного полосового проката поступают горячекатаные рулоны, где они остывают до требуемой температуры, после чего направляются в травильное отделение и задаются в непрерывно-травильные агрегаты (НТА) 1,2, где производится травление и правка полосы. Отработанный травильный раствор с НТА перерабатывается в блоке химических установок (отделение регенерации), а полученная кислота доводится до требуемой концентрации путем разбавления её обессоленной водой получаемой на установке обессоленной воды. Протравленная горячекатаная полоса поступает на непрерывный стан холодной прокатки 3, где прокатывается на заданную толщину. После стана, в зависимости от назначения холоднокатаные рулоны направляют в отделение колпаковых печей 11, на агрегат непрерывного отжига 6, на агрегат горячего цинкования 7 или на агрегаты продольной 12 и поперечной 13 резки. В колпаковых печах 11 холоднокатаные рулоны подвергают термической обработке, затем их обрабатывают на дрессировочных станах 4,5. В агрегате непрерывного отжига 6 холоднокатаная полоса подвергается термической обработке и дрессировке. Металл с колпакового отделения и с агрегата непрерывного отжига направляют на агрегаты резки 12,13, где производится их порезка на листы или бунты в заданный размер, затем на линиях упаковки пачек листов 14, узких рулонов 15 или упаковочных площадках производится их упаковка и с помощью подъемно-транспортного оборудования 19 и транспортирующих устройств 16,17,18, готовая продукция направляется на склады готовой продукции 20, откуда подается в вагоны установленные на железнодорожных тупиках 21 и направляется потребителю. В агрегате горячего цинкования (АГЦ) 7 холоднокатаная полоса подвергается термообработке, после чего на неё, методом окунания в расплав, наносится цинковое покрытие, которое обрабатывается пассивирующим раствором в случае назначения оцинкованной полосы на продажу. При этом промывка полосы перед термообработкой производится с использованием обессоленной воды, которая поступает с установки обессоленной воды 9, а отходы химической обработки полосы направляются на блок химических установок 10, где и перерабатываются. Значительная часть горячеоцинкованной полосы не пассивируется в агрегата горячего цинкования и направляется на агрегат полимерных покрытий (АПП). В нем полосу моют, пассивируют, сушат. На подготовленную полосу, с помощью валковых машин наносят первый слой лакокрасочных материалов, затем в проходной печи производят его сушку. После аналогичным методом производится нанесение отделочного слоя и его сушка. Образующиеся пары от лакокрасочных материалов нейтрализуются в установке дожигания. При необходимости в линии АПП на поверхность полосы с полимерным покрытием наносится защитная пленка. Металл с АПП и назначенный на продажу с АГЦ направляют на агрегаты резки, где производится их порезка на листы или бунты в заданный размер, затем на линиях упаковки пачек листов или упаковочных площадках производится их упаковка и с помощью подъемно-транспортного оборудования 19 и транспортирующих устройств 16,17,18, готовая продукция направляется на склады готовой продукции 20, откуда подается в вагоны установленные на железнодорожных тупиках и направляется потребителю.
Цех по производству холодного полосового проката |
|||
|
Преимущества перед известными аналогами Использование предлагаемого цеха позволило производить и своевременно отгружать потребителю, как рулоны с оцинкованными и с полимерными покрытиями, так и металлопродукцию, упакованную в пачки |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект В 2 раза повысилось качество выпускаемой продукции. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 26.12.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии