ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 02-023-04 |
|
Наименование проекта Устройство для магнитно-абразивной обработки |
|
Назначение Для полирования поверхностей штампов, металлорежущих инструментов, оптических стекол и других фасонных поверхностей. |
|
Рекомендуемая область применения Магнитно-абразивная обработка |
|
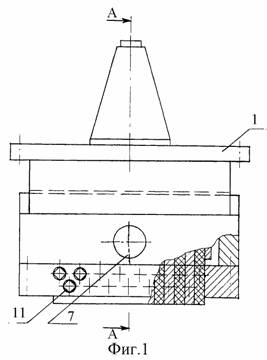
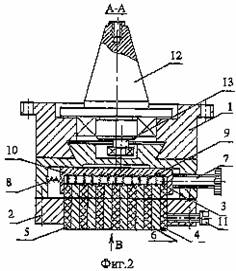
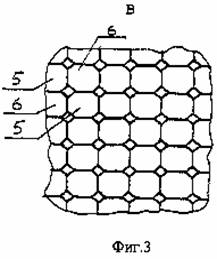
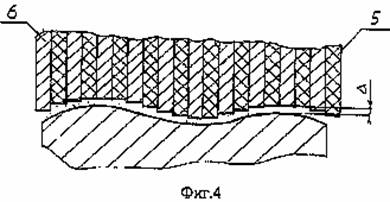
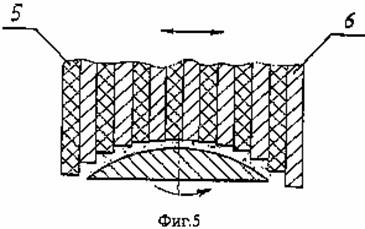
Описание Результат выполнения конструкторской разработки. Предлагаемое изобретение иллюстрируется чертежами, представленными на фиг.1-5. На фиг.1 схематично показано устройство для магнитно-абразивной обработки, вид сбоку. На фиг.2 - разрез А-А фиг.1. На фиг.3 - вид В фиг.2. На фиг. 4 - схема обработки с помощью предлагаемого устройства фасонной криволинейной поверхности. На фиг. 5 - схема обработки с помощью предлагаемого устройства фасонной поверхности, имеющей ось вращения. Кроме этого, на фиг.4 обозначен рабочий зазор; на фиг.4, 5 обозначена горизонтальными стрелками осцилляция индуктора, которая осуществляется вдоль фасонной поверхности; на фиг. 5 - круговой стрелкой показано движение фасонной поверхности, имеющей ось вращения, например, гиперболоида или параболоида. Устройство для магнитно-абразивной обработки (фиг.1 и 2) содержит корпус 1 и перемещающийся относительно него магнитный индуктор, установленный с возможностью осцилляции, внутри магнитной головки 2 которого размещены верхний 3 с механизмом перемещения и нижний 4 блоки из ряда поочередно расположенных вертикальных магнитов 5 и магнитопроводов 6. Механизм перемещения верхнего 3 блока состоит из крепежного элемента 7, например винта, и упругого элемента 8, например спиральной пружины. Магниты 5 и магнитопроводы 6 (фиг.3) расположены в шахматном порядке рядами и подпружинены (фиг.2), в частности, пружинами 9 относительно монолитной части 10 верхнего 3 блока с возможностью фиксации каждого ряда в нижнем 4 блоке, например, с помощью винтов 11. В корпусе 1 расположена оправка 12, на которой внизу закреплен с возможностью изменения эксцентриситета кривошипный палец 13. Нижняя часть корпуса 1 выполнена в виде направляющих типа "ласточкин хвост", где размещена магнитна головка 2. Устройство для магнитно-абразивной обработки работает следующим образом. Корпус 1 предлагаемого устройства закрепляют на шпиндельной головке, а оправку 12 в шпинделе, например, вертикально-фрезерного станка. При вращении шпинделя станка с оправкой 12 криволинейный палец 13 сообщает магнитной головке 2 осциллирующее движение в горизонтальной плоскости. Включение и выключение магнитного поля в рабочем зазоре между магнитным индуктором и обрабатываемой поверхностью осуществляется смещением верхнего 3 блока относительно нижнего 4 блока на ширину магнита 5 с помощью механизма перемещения, ослабляя или закручивая крепежный 7 и упругий 8 элементы. В начале рабочая поверхность нижнего 4 блока приводится в соприкосновение с обрабатываемой фасонной поверхностью детали, при этом магниты 5 и магнитопроводы 6, подпружиненные относительно монолитной части 10 верхнего 3 блока, при ослабленных винтах 11 перемещаясь в вертикальном направлении, контактируют с обрабатываемой поверхностью детали. Каждый ряд магнитов 5 и магнитопроводов 6 фиксируется в нижнем 4 блоке с помощью винтов 11. Устройство отводится от обрабатываемой поверхности на величину рабочего зазора (фиг. 4). Амплитуда осцилляции (фиг.3) регулируется смещением криволинейного пальца 13 относительно оси оправки 12. Величина рабочего зазора и амплитуда осцилляции для каждой фасонной поверхности определяются экспериментально так, чтобы во время работы не происходило касание рабочей поверхности нижнего 4 блока магнитного индуктора с обрабатываемой фасонной поверхностью. При обработке фасонных поверхностей, имеющих ось вращения (например, гиперболоида, параболоида и т.д., фиг.5), детали возможно сообщать дополнительное движение - вращение для расширения возможных режимов обработки. В рабочий зазор подается ферромагнитный абразивный порошок, который силами магнитного поля прижимается к обрабатываемой поверхности, а осцилляция магнитной головки сообщает зернам порошка движение, необходимое для полирования. Таким образом, предлагаемое изобретение позволяет расширить технологические возможности устройства и увеличить оперативность переналадки.
|
|
Преимущества перед известными аналогами Расширение технологических возможностей устройства для магнитно-абразивной обработки деталей, имеющих фасонные поверхности не только с прямолинейной. образующей, но и сложные поверхности, обеспечение оперативности переналадки. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение затрат на изготовление технологической оснастки в 5-10 раз, снижение трудоемкости приготовления к работе в 1,5 - 2 раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 18.05.2004 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии