ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 53-199-03 |
||
|
Наименование проекта Прогрессивная технологическая оснастка для подачи СОТС при абразивной обработке |
||
|
Назначение Для повышения производительности плоского шлифования |
||
|
Рекомендуемая область применения Применяется на станках, оборудованных системой подача СОТС |
||
|
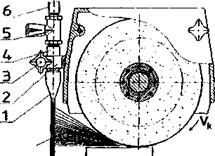
Описание Описание к ИЛ № 53-199-03 Результат выполнения научно-исследовательской работы. Набазе кафедры ТМСИ ОрелГТУ в рамках научной программы «Совершенствование технологии абразивно-алмазной обработки путем применения продольно-прерывистых кругов с аксиально-смещенным режущим слоем» были рассмотренызадачи; 1)совершенствование техники подачи СОТС сцелью предотвращения ее разбрызгивания и эффективного улавливания факела отходов из зонырезания; 2)совершенствование комбинированной техники подачи СОТС, позволяющее увеличить стойкость шлифовального круга, интенсифицироватьрежимы обработки, обеспечить улавливание факела отходов из зоны шлифования. В процессе решения первой задачи, на основании полученных теоретических и экспериментальных результатов, разработан способ подачи СОТС- заградительный, заключающийся в том, что за зоной обработки подают технологическую жидкость широким потоком в виде шторы, вследствиечего улавливают факел металло-абразивно-жидкостного шлама, направленно движущегося иззоны резания. Получена математическая модель формирования шторы из СОТС и ее взаимодействия с потоком шлама, обеспечивающая прогнозирование результатов такого взаимодействия и расчет технологических условий реализации заградительного способа подачи СОТС. Заградительный способ подачи СОТС реализуется, как показано на рис. 1. Устройство для реализации способа включает сопло 1, жесткий кронштейн 2 и винт 3, соединительные трубопроводы 4и 6, вентиль регулирования напора СОТС 5. Данноеустройство рекомендуется к применению пастанках, оборудованных системой подачи СОТС,позволяющей создавать давление жидкости в струене менее 10 кПа. Толщину выходного сечения сопла рекомендуется принимать в диапазоне2-5 мм. Регулировка устройства, в процессе шлифования, осуществляется изменением давления(скорости) струи СОТС вентилем 5; рабочий, осуществляя непосредственное визуальное наблюдение качества улавливания факела отходов шлифования, регулирует напор жидкости так, чтобы полностью нейтрализовать факел.
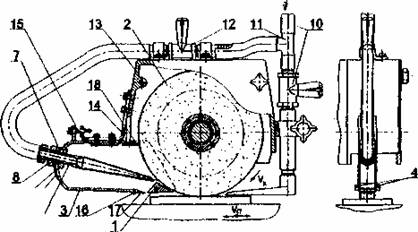
Рис.1 Большинство шлифовальных станков, эксплуатируемых на отечественных машиностроительныхпредприятиях, оснащены системами подачи СОТС,обеспечивающими давление струи жидкости не более 7,5 кПа. В этом случае необходимо осуществлять настройку оборудования (рис. 1) согласованным регулированием толщины сопла и давления в системе подачи СОТС. При решении второй задачи исследований, наосновании полученных теоретико-экспериментальных данных создана установка внезонной комбинированной подачи (УВКП) СОТС, совмещающая в себе три способа ее подачи: •напорной струей на круг вне зоны резания; •поливом на заготовку вне зоны резания, •заградительный способ подачи. Также сохраняется возможность применения настанке способа подачи СОТС, использовавшегосяна нем ранее. Схема УВКП СОТС показана на рис. 2. Установка включает башмачок 1 с прямой или криволинейной поверхностью, обращенной к перифериишлифовального круга 2 так, что образуется клиновая полость. Башмачок крепится к боковым стенкам корпуса 3 винтами 4, с возможностью регулирования наклона, для обеспечения оптимальногозазора между периферией круга и поверхностьюбашмачка. В корпусе 3 установлено сопло 5,имеющее возможность радиальною перемещения,для обеспечения заданного угла наклона к поверхности круга 2. Фиксирование сопла осуществляетсягайками б, 8 и шайбой 7. Заслонки 9 и 18 служат для предотвращения разбрызгивания СО ГС из корпуса 5. Подвод СОТС к соплу 6 осуществляетсяпри помощи шлангов от гидросистемы станка 10 через тройник 11. Регулируют напор вентилем 12.
Рис. 2 Корпус установки крепится к защитному кожуху 13 шлифовального круга 2 с помощью кронштейна 14 и крепежных винтов, имея возможность перемещаться в вертикальном и горизонтальномнаправлениях, что необходимо для обеспеченияплавной настройки положения корпуса установкипосле правки круга. Для точной установки зазорамежду башмачкомiи кругом 2 предназначен винт микрометрической подачи 15.В дне корпуса установки расположено щелевое отверстие, толщина которого регулируется пластиной 17 и винтом 16. Отверстие предназначено дляотвода отработавшей СОТС из корпуса установки иобразования заградительной шторы из технологической жидкости. Установка работает следующим образом. Башмачок 1 установлен так, что образуется зазор между ним и периферийной поверхностью круга 2. Оптимальный размер зазора настраивается, чтобыотсечь корпусом башмачка периферийные воздушные потоки, генерируемые кругом и обеспечитьмногократное взаимодействие СОТС с поверхностью круга. В клиновой полости, при попаданииструи СОТС из сопла на круг образуется зона разряжения, что способствует возникновению эффектакавитации, в результате которой увеличиваетсямоющее действие жидкости и охлаждение инструмента. Увеличению моющего действия способствует последовательное многократное отражениеструи СОТС от поверхностей круга и башмачка. После многократного взаимодействия с поверхностью круга, технологическая жидкость теряетпервоначальную энергию, выносится кругом из клинового зазора в полость корпуса установки ираспыляется в виде брызг и тумана. Воздушно-капельная смесь конденсируется на внутреннейповерхности корпуса и образовавшаяся жидкость вытекает из установки через щелевое отверстие 17,образуя заградительную штору, улавливающуюфакел отходов шлифования из зоны резания. ЗатемСОТС попадает на обрабатываемую поверхность заголовки, дополнительно охлаждая и смазывая ее. |
||
|
Преимущества перед известными аналогами Обеспечение эффективной очистки и интенсивное охлаждение шлифовального круга |
||
|
Стадия освоения Внедрено в производство |
||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||
|
Технико-экономический эффект Улучшение качества обработки в 1,5 раза |
||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||
|
Дата поступления материала 13.11.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии