ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-068-03 |
|
Наименование проекта Роликовая сварочная машина |
|
Назначение Восстановление и упрочнение методом наварки порошковых материалов рабочих поверхностей отверстий в корпусных деталях |
|
Рекомендуемая область применения Машиностроение, сварочное производство, ремонтные предприятия |
|
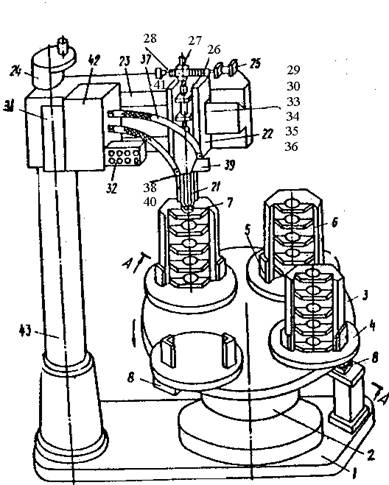
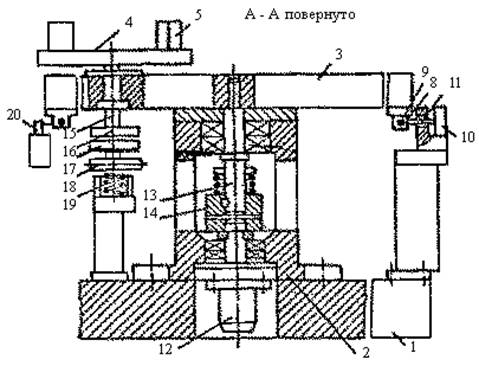
Описание Результат выполнения конструкторской разработки. Роликовая сварочная машина предназначена для восстановления и упрочнения наваркой порошковых покрытий на рабочих поверхностях отверстий в корпусных деталях. Конструкция машины представлена на рис. 1. Сварочная машина содержит основание в виде плиты 1, на которой закреплен корпус 2 роторного многопозиционного стола 3, имеющего в каждой позиции поворотные столики 4, на которые с помощью приспособлений 5 устанавливаются и крепятся изделия 6, имеющие поверхности 7, подлежащие восстановлению наваркой. На столе 3 закреплены упоры 8 и регулировочные винты 9. Число упоров 8 соответствует числу позиций стола 3. Электромагнит 10 с подвижным штоком 11 закреплен неподвижно на плите 1. Роторный стол 3 поворачивается с помощью электродвигателя 12, вал которого соединяется с валом 13 с помощью фрикционной муфты 14. В позиции наварки поворотный позиционный стол 4 вращается со скоростью сварки на валу 15 посредством муфты 16, которая сцепляется с подвижной муфтой 17. В рабочей позиции сварки крутящий момент столику 4 передается от отдельного электропривода посредством цепной передачи 18. Этот электропривод устанавливается неподвижно на плите 1. Включение и отключение этого электропривода, а также электромагнитного устройства 19 сцепления осуществляется конечным выключателем 20 при его взаимодействии с соответствующим упором 8.
Рис. 1 Роликовые клещи 21 установлены в суппорте 22 вертикально и могут перемещаться вверх-вниз. Вертикальное перемещение клещей 21 вниз может осуществляться вместе с консолью 23 от привода 24 (при настройке машины), а также от пневмопривода 25. Последний связан с зубчатой рейкой 26 шестерней 27, установленной в корпусе 28 и связанной с храповым механизмом. Шестерня 27 имеет отверстие с резьбой, внутри которого проходит винт 29, связанный с корпусом клещей 30. Перемещение корпуса клещей 30 происходит в направляющих суппорта 22. Управление пневмоприводом 25 осуществляется от реле времени блока 31 управления (в автоматизированном режиме работы машины) или вручную от кнопочного пульта 32 (в настроечном режиме). На корпусе клещей 30 закреплен пневмопривод 33, имеющий клиновой механизм создания давления сжатия роликов 34, которые вместе с фигурными ползунами 35 установлены на ребристых электродержателях 36. Пневмопривод клещей 33 управляется в автоматическом режиме электропневматическим клапаном, электропитание на обмотки которого подается от реле времени регулятора цикла сварки РСЦ-503, расположенного в блоке 31 управления. Питание сварочным током клещей производится по гибким шинам 37, связанным с токоподводами 38, закрепленными на ребристых электродержателях 36. На корпусе клещей 30 установлен шнековый питатель 39, имеющий бункер для порошка, корпус, шнек, две трубки для подвода порошка в зону наварки и электропривод шнека. Включение и выключение электропитания на электродвигателе шнекового питателя осуществляется в автоматическом режиме от реле, установленного в блоке 31 управления, сблокированном с регулятором цикла сварки РСЦ-503. Регулируемый упор 41 ограничивает перемещение рейки 26 и ход клещей вниз, который будет их подачей на шаг в процессе наварки изделия. Суппорт 22 вместе с клещами 21 может вручную перемещаться вдоль направляющих консоли 23 и в нужном месте стопориться пружинным фиксатором пальцевого типа. Это перемещение настроечное, в автоматизированном режиме не производится. На консоли 23 установлены также сварочный трансформатор 42, кнопочный пульт 32 управления и блок 31 автоматического управления. Сварочный трансформатор 42 подводит ток к клещам 21 по гибким шинам 37. Блок 31 автоматического управления объединяет сварочный контактор, переключатель ступеней мощности сварочного трансформатора, прерыватель цикла сварки, реле времени, электрические контакты и другие устройства автоматики. Консоль 23 вместе с суппортом 22, сварочным трансформатором 42, пультом 32. блоком 31 управления может поворачиваться с колонной 43 на 360° в подшипнике цоколя колонны и закрепляться в необходимом положении хомутом гидравлического зажима, работающего от индивидуального электропривода 24. С его помощью осуществляется также перемещение консоли 23 вверх-вниз вдоль вертикальной оси колонны 43. Оба эти перемещения являются настроечными и производятся включением кнопок на пульте 32 управления. В автоматизированном режиме эти перемещения не производятся. Электропривод 24, связанный с винтовой парой, обеспечивает отжим в начале хода, перемещение на установленную величину и зажим в конце хода консоли 23. Его включение осуществляется от кнопки «Пуск» на пульте 32 управления, а выключение осуществляет реле, расположенное в блоке 31 управления, подключенное на контакты временного реле «Пауза» регулятора цикла сварки типа РСЦ-503, находящегося в блоке 31 управления. Навариваемый на поверхность 7 порошок из питателя подается по трубкам 40. Рабочий слой порошка образуют полости полуоткрытых пресс-форм. Их создают стенки (поверхности) 7 отверстий изделия 6, фигурные ползуны 35 и ролики 34 крепятся на концах ребристых электрододержателей 36 шайбами и гайками. Ползуны 35, изготовленные из асбестоцемента, поджимаются к навариваемым поверхностям 7 пружинными механизмами, состоящими из штифтов, пружин и регулировочных винтов. На одном из ползунов 35 крепится микровыключатель, размыкающий цепь управления автоматического перемещения клещей сварочных. От известных конструкций машина отличается тем, что устройство для установки деталей выполнено в виде многопозиционного поворотного стола с приводом вращения и упорами, установленными по окружности стола, на каждой позиции крепления деталей. Машина снабжена установленным на консоли шнековым питателем порошкового материала, пневмоприводом вертикального перемещения шнекового питателя и клещей, фигурными ползунами, установленными на осях электрододержателей, радиально подпружиненными относительно них и выполненными из жаростойкого диэлектрика с внутренней полостью для размещения роликов и порошкового материала и системой автоматического управления, связанной со всеми приводами и электрооборудованием, а на электрододержателях выполнены ребра охлаждения. Применение машины описанной конструкции позволило повысить производительность и качество наплавки путем автоматизации процесса, расширить номенклатуру восстанавливаемых и упрочняемых деталей. |
|
Преимущества перед известными аналогами Конструктивные отличия, усовершенствованные узлы машины |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение производительности труда в 1,5 раза, качества сварочных работ, расширение номенклатуры восстанавливаемых и упрочняемых деталей |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 07.04.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии