ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 78-004-03 |
||||||||||
|
Наименование проекта Способ изготовления антифрикционных изделий |
||||||||||
|
Назначение Повышение долговечности антифрикционных изделий |
||||||||||
|
Рекомендуемая область применения Производство слоистых пластиков |
||||||||||
|
Описание
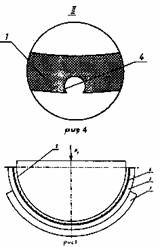
Результат выполнения конструкторской разработки. На рис.1 изображена схема нарезания канавок на полимерной ленте. На рис.2 приведен вид вкладыша из полимерной ленты. На рис.3 приведен узелiна рис.1 - вид канавки при нарезании. На рис.4 приведен узелiiна рис.2 - вид канавки после изготовления вкладыша. На рис.5 представлена схема фиксации полимерной ленты к несущей поверхности. Для реализации способа используют полимерную ленту 1, например, из фторопласта с наполнителем из дисульфида молибдена и графита толщиной до 2 мм. Ширину полимерной ленты 1 выбирают исходя из требуемых размеров изделия и стандарта на ленту, по которому она выпускается промышленностью, например 100 мм (тип Ф4К10М5). В качестве несущей поверхности 2 можно использовать металлические вкладыши, пластины и втулки (из стальных, медных или цинковых сплавов). При подготовке полимерной ленты 1 ее изгибают на оправке 3 и на выпуклой стороне нарезают канавки 4 с помощью резца в продольном направлении к оси перегиба полимерной ленты 1. Размеры канавок (см. рис.3) устанавливают экспериментально в зависимости от толщины используемой полимерной ленты 1. При изготовлении канавок 4 полимерную ленту 1 предварительно натягивают с усилием (Р 1), обеспечивающим полное прилегание полимерной ленты 1 к оправке 3 для получения качественного профиля канавок 4. В качестве инструмента используют резец с закругленной формой режущей части. После нарезания канавок 4 полимерную ленту 1 изгибают в противоположном направлении и изготавливают из нее, например, вкладыши 5 (либо пластины, втулки и т.д.). При изгибе полимерной ленты 1 происходит схождение наружных кромок канавок 4 с образованием профиля типа «круглого замка» (см. рис.4) за счет деформации наружных слоев материала полимерной ленты 1. Затем подготавливают несущую поверхность 2 путем лужения на ней известным способом слоя припоя 6 толщиной, не превышающей глубину канавок 4 (0,5-1,0 мм). При фиксации вкладыша 5 относительно несущей поверхности 2 его прижимают к слою припоя 6 с усилием Р 2, обеспечивающим прилегание полимерной ленты 1 к несущей поверхности 2, нагревают несущую поверхность 2 (например, контактным способом посредством электронагревателя 7) до расплавления слоя припоя 6, заполнения припоем канавок 4 и охлаждают до затвердевания припоя. В качестве припоя используют низкотемпературные сплавы, исключающие повреждение полимерной ленты 1 (деструкцию) при его расплавлении (например, оловянно-свинцовый).
|
||||||||||
|
Преимущества перед известными аналогами Данный способ позволяет повысить долговечность узлов трения за счет более надежной фиксации полимерной ленты относительно несущей поверхности основы, исключения, отслаивания и улучшения теплоотвода. |
||||||||||
|
Стадия освоения Внедрено в производство |
||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||
|
Технико-экономический эффект Годовой экономический эффект - 5 тыс. рублей. |
||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||
|
Дата поступления материала 21.09.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии