ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 77-020-03 |
|
Наименование проекта Изготовление и ремонт молотовых штампов |
|
Назначение Разработана технологическая инструкция по изготовлению и ремонту молотовых и правочных штампов |
|
Рекомендуемая область применения Кузнечные цеха |
|
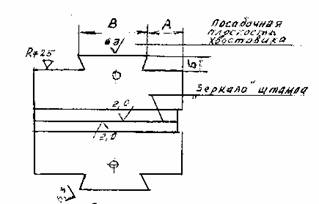
Описание Результат выполнения технологической разработки. Техпроцесс изготовления штампов предусматривает операции изготовления опорных поверхностей, сторон и хвостовиков, шпоночных гнезд, протяжных, заготовительных ручьев открытого и закрытого типа, гибочных, черновых и чистовых ручьев. При изготовлении опорных поверхностей, сторон и хвостовиков непараллельность нижней плоскости хвостовика по отношению к опорной плоскости (зеркалу штампа) и боковой контрольной стороны по отношению к боковой контрольной стороне выдерживают в пределах для одного кубика 0,1 мм на длине 300 мм. Разница в размерах А (см. рис.1) между верхним и нижним кубиками в одном комплекте не превышает: в мелких штампах 0,2 мм, средних - 0,3 мм, крупных - 0,4 мм. Отклонение по ширине хвостовиков В в новых штампах не превышает: для мелких штампов - 0,4 мм, для средних - 0,5 мм, для крупных - 0,6 мм. Отклонение по размеру Б не превышает +1,5 мм. Шероховатость обработанных поверхностей хвостовика соответствуетr a6,3.
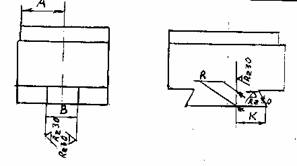
Рис. 1 Изготовление опорных поверхностей штампов При изготовлении шпоночных гнезд шероховатость обработанных поверхностей в шпоночных гнездах соответствует обозначениям на рис.2. Ширина шпоночного гнезда В выполняется с допуском +0,1 мм. Глубину гнезда К выдерживают в пределах допуска + 3,0 мм.
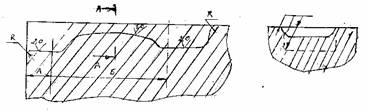
Рис. 2 Изготовление шпоночных гнезд штампов Отклонения по размеру А (см. рис.3) между верхним и нижним штампами допускается: в мелких штампах±0,5 мм, средних -±1,0 мм, крупных -±1,5 мм. На длине Б поверхность ручья шлифуется, следы фрезы и риски от зачистки поверхностей абразивом не допускаются. ширина ручья в верхней и нижней половинах штампа одинакова.
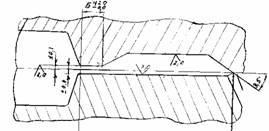
Рис. 3 Изготовление штампов При изготовлении заготовительных ручьев закрытого и открытого типа отклонения по размеру А (см. рис.4) между штампами не превышают: в мелких штампах±0,5 мм, средних -±1,0 мм, крупных - 1,5 мм. На длине Б поверхность ручья шлифуется.
Рис. 4 Изготовление заготовительных ручьев штампов Продлен срок службы штампа. |
|
Преимущества перед известными аналогами Стабильность работы штампа |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение качества изготовления штампов на 50 %. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 25.02.2003 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии