ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 04-004-03 |
|
Наименование проекта Технологический процесс изготовления теплообменных труб со спирально-навитыми KLM-ребрами |
|
Назначение Изготовление теплообменных труб с одно или двухзаходными KLM-ребрами формируемых спиральной навивкой под натяжением алюминиевой или медной ленты L-образного поперечного сечения. |
|
Рекомендуемая область применения Производство оребренных труб |
|
Описание
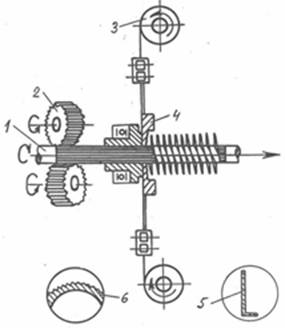
Результат выполнения конструкторской разработки. Разработанный способ оребрения и созданное оборудование позволяют оребрять трубы в широком диапазоне наружного диаметра несущей трубыdн=10...40 мм, шага реберs=2,3...10 мм, длиной от 0,5 до 12 м, при этом высота ребра может быть значительных размеров - соответствовать геометрическому соотношению 0,5 Производительность оборудования по оребрению 6 м/мин и более. Отличительной особенностью нового процесса по сравнению с существующими отечественными и зарубежными аналогами является возможность одновременной навивки 2-х лент, что увеличивает производительность в 2 раза. Для реализации технологического процесса разработана промышленная линия, включающая следующее оборудование и самостоятельные узлы: автоматический стеллаж подачи исходных гладких несущих труб, устройство калибровки наружного диаметра несущих труб, устройство накатки рифлений на трубе в интервале изменения высоты бугорков 0,15...0,35 мм и шага по их вершинам 0,3...1,2 мм, механизм навивки спирали из ленты, устройство для размещения и разматывания ленты с профилирующими механизмами для полученияl-образного поперечного сечения ленты, стеллаж для приема оребренной трубы, механизм резки готовой оребренной трубы в размер, средства привода механизмов, пульт управления. Технологический процесс (см. рисунок) изготовления труб с двухзаходными навитыми klm-ребрами осуществляется следующим образом. Исходные несущие трубы укладываются на стеллаж подачи. Одновременно с этим на разматывающих устройствах 3 укладываются рулоны ленты толщинойd=0,4 мм, концы которых предварительно спрофилированы вl-образное поперечное сечение 5 и заправлены в навивочный инструмент. С пульта управления подается команда на подачу несущей трубы в устройство для калибровки наружного диаметра, то есть приведения его к единому размеру, далее откалиброванная труба 1 вращается и перемещается к устройству накатки, в котором посредством роликов 2 механически формируются на наружной поверхности стенки 6 продольно-радиальные бороздки-выступы (рифления), необходимые для надежного сцепления горизонтальной полкиl-ленты со стенкой трубы. Затем труба поступает в механизм навивки 4, в котором осуществляется непрерывная спиральная навивка ленты с одновременной закаткой ее горизонтальной полки в рифления. После выхода трубы из навивочного механизма с полностью сформированными klm-ребрами поступает в механизм резки в линейный размер, так как в процессах калибровки и накатки рифлений несущая труба 1 удлиняется. Отрезанная в размер оребренная труба подается на приемный стеллаж. Все механизмы и узлы линии работают в автоматическом режиме и управляются по циклу посредством путевых бесконтактных выключателей.
Рис. Теплообменные трубы со спирально-навитымиklm-ребрами
Разработанный процесс и оборудование позволяют также изготавливать трубы с klm-ребрами разной высоты в чередующемся порядке, что снижает расход материала оребрения и их загрязняемость. Для создания компактных конструкций трубных пучков имеется возможность изготовления нового типа труб с подогнутыми на диаметрально противоположных сторонах klm-ребрами. На предприятии установлены две линии оребрения - одна из них модели В08.032 с автоматическим циклом работы, другая с полуавтоматическим циклом, быстро переналаживаемая на различные типоразмеры труб. Имеется также оборудование для разрезки рулонного материала ленты на полосы требуемых размеров. |
|
Преимущества перед известными аналогами Возможность одновременой навивки двух лент, что увеличивает производительность в два раза. Возможность оребрения труб в широком диапазоне наружного диаметра несущей трубы dн=10...40 мм, шага ребер S=2,3...10 мм, длиной от 0,5 до 12 м. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Расход материала на оребрение уменьшился в 1,5-2 раза, расход электроэнергии уменьшился в 2,5-3 раза, из процесса исключена смазочно-охлаждающая жидкость. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 30.12.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии