ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 77-047-02 |
|
Наименование проекта Машина сварочная для приварки венца |
|
Назначение Для приварки венца зубчатого к шестерням и валу коробки передач электрозаклепками. |
|
Рекомендуемая область применения Сварочное производство |
|
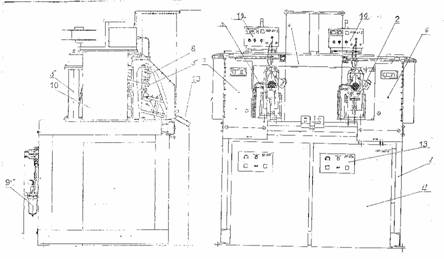
Описание Результат выполнения конструкторской разработки. Сварочная машина состоит из стола 1 (см. рисунок), который является основным базовым элементом машины. На верхней плоскости стола установлены делительные приспособления 2 и 3; настил 4, установленный на колоннах 5; шкафы электрооборудования 10. На передней плоскости стола выполнены направляющие, по которым между упорами на роликах перемещаются защитные экраны 6 и 7. На задней плоскости стола на плите размещено пневмооборудование 9, внутри стола - , сварочные полуавтоматы 11. На верхней плоскости настила установлены механизмы подачи проволоки 12, к нижней плоскости - в кронштейнах-зажимах закреплены сварочные горелки 8.
Машина сварочная Машина имеет следующие основные движения исполнительных органов: - ручное перемещение рычагов делительных приспособлений для ориентации отверстий под заклепку на свариваемых деталях соосно с соплами горелок; - вращательное движение деления цанговых оправок с зажатыми на них свариваемыми деталями относительно сопла горелок. Вращательное движение деления производится от пневмоцилиндра через механизмы деления делительных приспособлений. Свариваемые детали устанавливаются вручную на оправку. Затем производится нажим на рычаг ориентации для введения фиксатора в отверстие под электрозаклепку на свариваемых деталях и свариваемое отверстие становится соосным с соплом горелки. Одновременно с ориентацией свариваемых деталей рычаг замыкает конечный выключатель, сигнал с которого поступает на электромагнит пневмораспределителя, управляющего пневмоцилиндром зажима и происходит зажим свариваемых деталей на оправке. После зажима рычаг возвращается в исходное положение пружиной. Далее закрывается защитный кожух, при этом замыкается конечный выключатель, блокирующий запуск сварочного цикла при открытом ограждении. Нажатием кнопки "ЦИКЛ" подается сигнал на блок управления сварочным полуавтоматом и начинается автоматическая сварка 1-й точки. Режим работы устанавливается на лицевой панели механизма подачи проволоки 14 и на лицевой панели блока управления полуавтоматом 13. После окончания сварки 1-й точки сигнал подается на электромагнит пневмораспределителя, управляющего пневмоцилиндром движения деления, шток которого соединен с корпусом двигателя пиноли делительного приспособления. Шток перемещает двигатель пиноли назад, при этом сама пиноль поворачивается на 30євнутри корпуса двигателя посредством байонетных пазов, нарезанных на ее корпусе. В конце хода двигатель пиноли через флажок замыкает передний конечный выключатель,сигнал с которого поступает на блок управления полуавтоматом (БУ-038), и начинается сварка 2-й точки. После сварки 6-й точки во время поворота пиноли замыкается конечный выключатель, с которого сигнал поступает на пневмораспределитель, управляющий пневмоцилиндром зажима. Пневмоцилиндр сжимает пружину зажима, цанга сжимается, деталь освобождается. |
|
Преимущества перед известными аналогами Машина имеет две позиции сварки, работающие автономно. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Повышение качества сварки, снижение брака на 70-80%; повышение производительности труда на 90%. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 12.09.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии