ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 51-193-02 |
||||||
|
Наименование проекта Штамп для гибки деталей с отверстиями на отгибочных полках |
||||||
|
Назначение П-образная и Г-образная гибка деталейс отверстиями. |
||||||
|
Рекомендуемая область применения Обработка металлов давлением. |
||||||
|
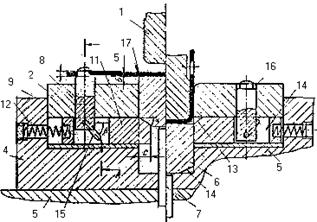
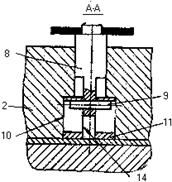
Описание Результат выполнения конструкторской разработки. Штамп содержит гибочный пуансон 1 (см. рисунок), закрепленный на подвижной верхней плите, и матрицу 2, установленную на нижней плите 3 в обойме 4 на подкладке 5. В полости матрицы установлен выталкиватель 6, приводимый в движение буфером пресса посредством толкателей 7. В отверстиях матрицы 2 подвижно установлены фиксаторы 8, в нижней части которых жестко закреплены штифты 9. В матрице 2 выполнены два паза 10, в которых установлены ползушки 11 узла осевого перемещения фиксаторов 8, подпружиненные к выталкивателю 6 пружинами 12. На взаимодействующих поверхностях ползушек 11 и выталкивателя 6 выполнены клиновые участки 13 под углом a к зеркалу матрицы. Кроме того, в каждой ползушке выполнен паз 14 для размещения нижней части фиксатора и продолговатое отверстие 15 для штифта 9, наклонное к зеркалу матрицы под углом b. На фиксаторах 8 выполнены опорные поверхности 16.
Штамп работает следующим образом. Заготовка 17 укладывается на выталкиватель 6 и на опорные поверхности 16 фиксаторов 8. При ходе пуансона 1 вниз, средняя часть заготовки 17 прижимается к выталкивателю 6, после чего последний начинает скользить своими клиновыми участками по клиновым участкам ползушек 11 и, преодолевая усилие пружин 12 и силы трения в передачах, смещает ползушки 11 в стороны от оси штампа. При смещении ползушка 11, взаимодействуя стенками продолговатых отверстий 15 с фиксаторами 8 через штифты 9, опускают последние. Поскольку угол наклона продолговатого паза больше угла наклона клиновых поверхностей 14, то фиксаторы 8 опускаются быстрее выталкивателя 6 и пуансона 1 и, к моменту соприкосновения заготовки 17 с зеркалом матрицы 2, полностью выходят из отверстий заготовки, не препятствуя проведению процесса гибки. При дальнейшем ходе пуансона 1 вниз происходит процесс гибки. При ходе пуансона 1 вверх выталкиватель 6 поднимает готовую деталь над зеркалом матрицы, пружины 12 возвращают ползушки в исходное положение. Готовую деталь снимают со штампа. Рис. 1
Рис. 2 |
||||||
|
Преимущества перед известными аналогами Отверстие заготовки откорректировано с высокой точностью между пуансоном и выталкивателем в момент гибки |
||||||
|
Стадия освоения Внедрено в производство |
||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||
|
Технико-экономический эффект Повысилась точность гибки детали в 2 раза, улучшились условия труда. |
||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||
|
Дата поступления материала 30.10.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии