ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 29-448-02 |
|||||||||||||||
|
Наименование проекта Способ изготовления разрывных образцов из металлов с высокой пластичностью |
|||||||||||||||
|
Назначение Устранение деформаций образцов при точении и сокращении длительности их изготовления |
|||||||||||||||
|
Рекомендуемая область применения Машиностроение |
|||||||||||||||
|
Описание
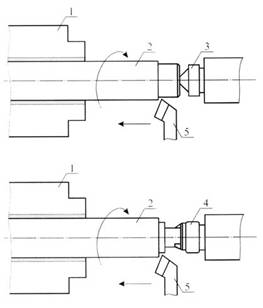
Описание к ИЛ № 29-448-02 Результат выполнения НИР. При изготовлении деталей из металлов и сплавов, обладающих высокими пластическими характеристиками, с целью испытания механических свойств требуется изготовление разрывных образцов. Существующие способы изготовления таких образцов путем обработки заготовок на токарном станке требуют длительного времени (в связи с необходимостью резания при малой глубине и с небольшой продольной подачей из-за возможности изгиба образца). Авторами разработан способ изготовления на токарном станке разрывных образцов с диаметром рабочей части 6,0 мм из высокопластичных металлов и сплавов на примере алюминия марки А99. Согласно предложенному был изменен способ крепления заготовки на токарном станке. Общепринятый способ крепления заготовок на токарном станке предусматривает закрепление одного ее конца в патроне передней бабки поджатием ее другого конца вращающимся центром, установленном пиноли задней бабки (см. Рис. (а)). В разработанном способе один конец алюминиевой заготовкиЖ15 мм также закрепляется в патроне передней бабки, а другой - во вращающемся патроне, установленном в пиноли задней бабки (см. рис (б)). Перед точением образец путем вращения ручки пиноли перемещением задней бабки в направлении от передней бабки подвергается растягивающей нагрузке с усилием, не превышающем предел текучести алюминия, которое контролируется с помощью динамометра. В процессе точения заготовки оба патрона вращаются, и растягивающее усилие сохраняется, что предотвращает изгибание образца при режимах резания (число оборотов, продольная подача и глубина резания), принятых при изготовлении испытательных образцов из стандартных алюминиевых литейных и деформируемых сплавов. Одновременно вытачивали образцы из заготовок, закрепленных обычным способом - закреплением одного ее конца в токарном патроне передней бабки и поджатием другого ее конца вращающимся центром, установленном в пиноли задней бабки.
а)
б)
Рис. Схема закрепления заготовки при точении образцов:
а) по общепринятому способу;
Таблица
Из таблицы видно, что при сокращении времени изготовления значения механических свойство оказались практически одинаковыми для образцов, изготовленных разными способами, что свидетельствует об отсутствии влияния растягивающего усилия на эти характеристики. |
|||||||||||||||
|
Преимущества перед известными аналогами Устранены изгибания образцов в процессе точения. Ускорен процесс изготовления |
|||||||||||||||
|
Стадия освоения Внедрено в производство |
|||||||||||||||
|
Результаты испытаний Результаты испытаний механических свойств образцов, выточенных из заготовок, приведены в таблице 1 |
|||||||||||||||
|
Технико-экономический эффект Повышение производительности работ: длительность изготовления образцов по разработанному способу уменьшилась в 3 раза |
|||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||||||||
|
Дата поступления материала 31.10.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии