ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 14-028-02 |
|||
|
Наименование проекта Способ защиты футеровки миксера |
|||
|
Назначение Горячий ремонт передвижных чугуновозных миксеров типа "торпедо" |
|||
|
Рекомендуемая область применения Металлургия |
|||
|
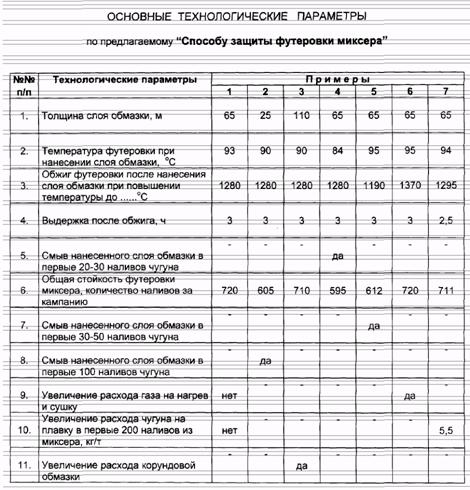
Описание Результат конструкторской разработки Способ включает нанесение нарабочие участки кладки футеровки слоя обмазки толщиной 30-100 мм, причемтемпература футеровки составляет не менее85°С, затем футеровку обжигают приповышении температуры до 1200-1300°С споследующей выдержкой не менее 3 ч. В качестве обмазки используют корундовуюмассу. Сущность изобретения заключается вследующем. Износфутеровкипередвижного чугуновозного миксеровоза происходит в основном в месте разгаров (выгоревшиеучастки рабочей кладки) футеровки по стыкамкладки. В результате этого образующиесяразгары имеют специфичную геометрию, научастки которых требуется нанесениекорундовой массы регламентированнойтолщины. Специфика используемой массы для нанесения на рабочие участки кладки футеровки слоя обмазки обеспечивает эффективное приваривание массы кремонтируемому участку лишь присоблюдении определенной при этомтемпературы футеровки миксеровоза.Последующий обжиг футеровки послеобмазки выгоревших участков срегламентированным повышениемтемпературы и последующей выдержкой втечение регламентируемого времениобеспечивают эффективное приваривание наносимой массы на футеровку и ее плавноеразогревание до температур горячейэксплуатации миксеровоза. Какпоказалимногочисленныепромышленныеэксперименты,длядостижения высоких показателей конечныхтехнологических параметров необходимострого соблюдать последовательность осуществления технологических операций и их последовательность. Так, при нанесении на выгоревшие участкирабочей кладки футеровки корундовоймассой толщиной слоя менее 30 ммпроисходила недостаточная величина наносимого слоя, которая в первые 100наливов чугуна, как правило, смывалась, чтоприводило к преждевременному выходумиксеровоза в ремонт. Нанесение на выгоревшие участкирабочей кладки футеровки корундовой массытолщиной слоя более 100 мм не оказываловлияния на увеличение стойкости футеровкипо сравнению с использованием массыменьшей толщины слоя и лишь приводила кнеобоснованному расходу дорогостоящей массы, что увеличивало в целомсебестоимость конвертерной стали. Нанесение на выгоревшие участкирабочей кладки корундовой массы притемпературе футеровки менее 85°Сприводила к резкому снижениюэффективности нанесенному защитному слоюи его смыву в первые 20-30 наливов чугуна иснижению стойкости футеровки за кампаниюна 15-20%. Последующий обжиг футеровки дотемпературы менее 1200°С приводил кмногочисленному отслаиванию нанесенногозащитного слоя и в большой его части смыву в первые же 30-50 наливов чугуна. Обжиг футеровки после нанесения на рабочие участки кладки футеровки слояобмазки до температуры более 1300°С неоказывало какого-либо улучшающеговоздействия на футеровку и лишь приводилок перерасходу горючего газа. Выдержка миксеровоза после его обжига иповышения температуры менее трех часовприводила к недостаточному прогревуфутеровки и дефициту необходимого саккумулированного тепла футеровкой, что впроцессе эксплуатации миксеровоза первых200 наливов приводило к значительному,вследствие этого, снижению температуры чугуна, что негативно сказывалось нашихтовке конвертерной плавки в сторонуувеличения количества чугуна. Кроме того,вследствие недостаточного прогревафутеровки часто наблюдались сколыогнеупоров, что приводило к увеличенномуизносу футеровки. Таким образом, принципиальнымотличием заявляемого технического решенияявляется регламентированный режимгорячего ремонта миксеровоза, а именно -нанесение на обгоревшие участки рабочей кладки футеровки осуществляют корундовоймассой толщиной слоя 30-100 мм при температуре футеровки не менее 85°С, атакже регламентированный режим разогрева футеровки, а именно - после нанесения нарабочие участки кладки футеровки слояобмазки футеровку обжигают при повышениитемпературы до 1200-1300°С, после чеговыдерживают в течение не менее 3 ч. Для оценки данного способа былапроведена серия горячих ремонтов футеровкимиксеровозов в соответствии с заявляемымпредложением (см. таблицу).
|
|||
|
Преимущества перед известными аналогами Увеличение срока службы футеровки передвижных миксеровозов, снижение расхода огнеупоров. |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|||
|
Технико-экономический эффект Годовой экономический эффект - 240 тыс.руб. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 26.11.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии