ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 14-025-02 |
|||
|
Наименование проекта Устройство для настройки технологической оси установки непрерывной разливки стали |
|||
|
Назначение Настройка технологической оси установки непрерывной разливки стали |
|||
|
Рекомендуемая область применения Металлургия |
|||
|
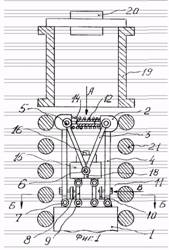
Описание Результат научно-технической разработки Устройство содержит тело, имитирующееслиток, средство для определения положения технологической оси устройства иприкрепленную к торцу тела, имитирующего слиток, шарнирную систему рычагов. Система рычагов имеет подпружиненные ирасположенные поперек продольной осиустройства навстречу друг другу щупы.Каждый щуп имеет две пары шарнирныхрычагов. Одна из них наклонена к осиустройства, а рычаги соединены между собой шарниром, который снабжен направляющимэлементом, а другая расположена вдоль тела,имитирующего слиток. Рычаги соединенышарнирно с его торцом и снабжены съемными стопорными механизмами. Изобретение позволяет повысить точность настройки положения технологической оси устройства.
Устройство работает следующим образом. В процессе настройкитехнологической оси установки непрерывной разливки металлов затравки 1 вводится вкристаллизатор 19 при помощи тянущей клети(не показана) через ролики 21. При этом встопорных механизмах удалены болты 11 изупоров 10, связывающие рычаги 4 и упоры 10.В этих условиях щупы 2 прижимаются припомощи пружины 12, нанизанной нателескопическое соединение 14, к рабочимстенкам кристаллизатора 19. При этомисточник излучения 16, установленный вкорпусе 15 и расположенный между рычагами4, направляет луч излучения вертикальновверх, который принимается и фиксируется приемником 20, расположенным на верхнемторце кристаллизатора 19 или над ним наспециальной стационарной конструкции. В процессе настройки технологическойоси затравка 1 опускается, при этом щупы 2 последовательно входят в контакт с парамироликов 21. Рычаги 4 равной длины,расположенные вдоль затравки 1 исоединенные с ее торцом при помощишарниров 7 и жестко с щупами 2, имеютвозможность покачивания в зависимости отсмещения пар роликов 21. При этом шарнир 6, соединяющий наклоненные рычаги 3равной длины и соединенные с шупами 2 припомощи шарниров 5, соответственноперемещается в горизонтальном направлениивместе с корпусом 15 и источником излучения16. Шарнир 6, снабженный направляющимэлементом 17, также перемещается вдольпаза 18, выполненного в корпусе 15. Корпус15, установленный на торце затравки 1 через стойки 8 с шарнирами 9, перемещается, оставаясь всегда в горизонтальномположении, т.к. стойки 8, корпус 15 и торецзатравки 1 образуют параллелограмм. Вследствие равенства длин рычагов 3 шарнир 6 вместе с источником излучения 16 всегда занимает среднее положение междущупами 2 или между роликами 21 в каждой ихпаре. При движении затравки 1 вниз наприемнике 20 фиксируется положениетехнологической оси в каждой паре роликов 21. В качестве источника излучения можетбыть применен, например, лазер. Послеопределенияположениятехнологической оси затравка 1 сновавводится в кристаллизатор 1 и вворачиваетсяболт 11 в один из рычагов 4, например, вправый и упор 10. При этом стопоритсяположение рычага 4 в условиях его смещенияот стенки кристаллизатора 19 в сторону технологической оси на расстоянии, равном0,05 - 0,1 ширины рабочей полостикристаллизатора 19. При движении затравки 1 вниз левый щуп2 под действием роликов 21, расположенных с левой стороны затравки 1, перемещается относительно неподвижно расположенногоправого щупа 2. Удвоенная величинаперемещения левого щупа 2 является суммарной величиной отклонения раствора каждой пары роликов 21 от величины ширины рабочей полости кристаллизатора 19. Определение раствора между роликами 21 возможно осуществлять при стопорении как левого, так и правого рычага 4. В варианте, приведенном на фиг. 5, направляющий элемент 17 установлен между неподвижными стойками 22, установленными на торце затравки 1. В стойках 22 смонтированы датчики перемещения 23 и 24. Датчик 23 фиксирует перемещение в поперечном к затравке 1 направлении элемента 17, а датчик 24 фиксирует в том же направлении перемещения рычага 4. При этом процесс определения положения технологической оси и раствора между роликами 21 производится тем же способом, что приведен выше. |
|||
|
Преимущества перед известными аналогами Повышение качества слитков. |
|||
|
Стадия освоения Внедрено в производство |
|||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||
|
Технико-экономический эффект Годовой экономический эффект - 240 тыс.руб. |
|||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||
|
Дата поступления материала 25.11.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии