ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-075-02 |
|
Наименование проекта Влияние диаметра и жесткости заготовки на износ резцов и чистоту обработанной поверхности |
|
Назначение Повышение эффективности механической обработки |
|
Рекомендуемая область применения Инструментальное производство, обработка резанием, металлообработка |
|
Описание Результат выполнения НИР. Изучалось влияние жесткости системы СПИД при изменении диаметра детали на износ резца, температуру резания и шероховатость обработанной поверхности. В качестве обрабатываемого материала были выбраны заготовки из жаропрочного сплава ЭИ827. Все опыты для повышения точности проводились цельным твердосплавным резцом ВК8 (j=45°;j1=45°;a=a1=10;g=10;l=0;r=0,5 мм) на токарно-винторезном станке мод. Т135В с бесступенчатым регулированием чисел оборотов. Были приняты следующие режимы резания:t=0,25 мм;s=0,09 мм/об;v=1080 м/мин. Измерение износа резца по задней поверхности производилось при помощи отсчетного микроскопа «МИР- 1» с окулярным винтовым микрометром
Температура резания определялась методом естественной термопары непосредственно при проведении стойкостных испытаний, что позволило установить характер ее изменения от износа резца. Высота неровностей обработанной поверхности измерялась на микроскопе «МИС-11». Поскольку все исследования проводились на одном станке с использованием одних и тех же методов крепления детали и резца, то переменным параметром являлась лишь жесткость детали. Поэтому в дальнейшем, для упрощения расчетов, учитывалась лишь жесткость детали. Деталь крепилась в трехкулачковом самоцентрирующемся патроне и поддерживалась вращающимся центром, установленным в пиноли задней бабки. Условием равенства жесткостей для деталей различных размеров (при Р у=const) является равенство величин их стрел прогиба. На основании этого можно записать:
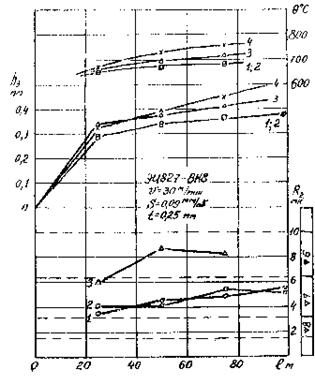
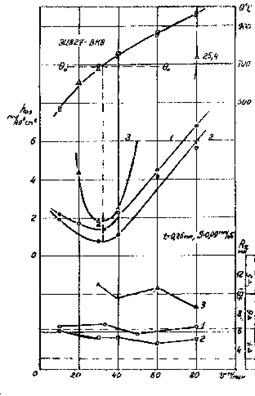
Для исследования влияния жесткости детали на износ резца проводились стойкостные испытания при постоянных условиях, когда жесткость изменялась только за счет диаметра детали. Эксперименты показали (рис. 1), что при уменьшении диаметра детали от 14 мм (jдет=4400 кГ/мм) до 11 мм (jдет=1700 кГ/мм), кривые h 3=f(l) совпадают. Однако дальнейшее уменьшение диаметра детали до 9 мм (jдет=750 кГ/мм) и 7 мм (jдет=300 кГ/мм) приводит к увеличению износа резца. Одновременно происходит увеличение температуры резания, что связано с увеличением ширины фаски износа по задней поверхности резца. Если же сравнение температуры резания производить при постоянном износе резца, то она не зависит от жесткости детали. Высота неровностей обработанной поверхности при диаметре меньше 11 мм (jдет=1700 кГ/мм) резко увеличивается (рис. i). Полученные результаты показывают, что уменьшение жесткости детали начинает оказывать влияние на характеристики процесса резания только при жесткости, которая в опытах была равнаj=1700 кГ/мм. Были проведены также исследования при различных скоростях резания. В этих опытах диаметры и длины заготовок подбирались таким образом, чтобы в первом случае для двух заготовок разных диаметров (29 и 15 мм) за счет подбора длин соблюдалось постоянство жесткости (jдет=5100 кГ/мм), а. во втором случае соблюдалось постоянство диаметров заготовок, а их жесткости были различными. На рис. 2 показано влияние скорости резания и диаметра обработанной детали на температуру резания, поверхностный относительный износ резца по задней грани и шероховатость обработанной поверхности: 1 -d=29 мм; иjдет=5100 кГ/мм); 2 -d=15 мм иjдет=5100 кГ/мм); 3 -d=15 мм иjдет=350 кГ/мм); Исследования показали (рис. 2), что в первом случае уменьшение диаметра заготовки при работе на оптимальной скорости резания приводит к уменьшению интенсивности износа резца почти в два раза.
Рис. 1. Влияние длины пути резания и жесткости детали на температуру резания, износ резца по задней поверхности и шероховатость обработанной поверхности 1 -jдет=4400 кГ/мм 2 -jдет=1700 кГ/мм 3 -jдет=760 кГ/мм 4 -jдет=300 кГ/мм Шероховатость обработанной поверхности при работе на малом диаметре ниже и более стабильна при изменении скорости резания, чем при работе на большем диаметре (рис 2).
Рис.2 В случае сохранения постоянства диаметров обработка заготовки пониженной жесткости (jдет=350 кГ/мм) приводит к значительному повышению интенсивности износа резца и увеличению шероховатости обработанной поверхности на один-два класса (рис. 2). Необходимо отметить, что минимальное повышение интенсивности износа резца наблюдается в зоне оптимальных скоростей резания. Эти опыты указывают на большое влияние диаметра обработки на износ резца и шероховатость обработанной поверхности. Температура резания и оптимальные скорости резания при изменении диаметров и длин заготовок в указанных пределах остались практически неизмененными. На основании проведенного исследования можно сделать следующие выводы: 1. Диаметр обрабатываемой детали оказывает влияние на характеристики процесса резания как фактор, изменяющий жесткость системы СПИД, и как меняющий условия контакта резцов и заготовки. 2. При обработке деталей с жесткостью технологической системы равной или выше некоторого значения, диаметр оказывает влияние на характеристики процесса резания только в связи с изменением условий контакта резца и заготовки. 3. При обработке заготовок с мягкой жесткостью ниже «критической» наблюдается существенное повышение интенсивности износа инструмента и шероховатости обработанной поверхности. 4. Положение о постоянстве оптимальной температуры резания справедливо и для экстремальных точек семейства кривыхh os=f(u), полученных при тонком точении деталей различного диаметра и жесткости. Таким образом, учитывая результаты проведенных исследований, можно повысить срок службы режущего инструмента в 1,5 - 2 раза. |
|
Преимущества перед известными аналогами Возможность корректировки режимов резания в зависимости от диаметра и жесткости обрабатываемой детали, а также чистоты и шероховатости поверхности детали |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение срока службы режущего инструмента в 1,5 - 2 раза, улучшение качества обработки |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 05.06.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии