ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-019-02 |
|
Наименование проекта Заварка дефектов чугунного литья порошковой проволокой |
|
Назначение Восстановление изношенных и бракованных чугунных деталей |
|
Рекомендуемая область применения Литейное производство, ремонтные работы |
|
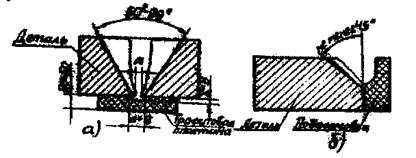
Описание Результат выполнения НИР. Широкое применение чугунных отливок в современном машиностроении требует применения сварки при исправлении дефектов чугунного литья и при ремонте чугунных деталей. Из современных методов сварки чугуна наиболее перспективным является механизированный способ сварки порошковой проволокой открытой дугой. При сварке чугуна порошковой проволокой можно сравнительно легко получить наплавленный металл необходимого химического состава. Порошковая проволока для сварки чугуна состоит из металлической оболочки и порошкового сердечника. Состав порошкового сердечника оказывает влияние на химический состав наплавленного металла. Методом полуавтоматической сварки порошковой проволокой открытой дугой можно исправлять трещины отливок, усадочные раковины, газовые раковины, земляные раковины, шлаковые раковины, недоливы и не выдержанные размеры, что составляет примерно 60-70% общего количества брака литья. Перед выполнением заварки дефекта последний должен быть соответствующим образом подготовлен. Подготовка под заварку включает зачистку поверхности вокруг дефектного места от загрязнений, а также разделку дефекта по всему объему. Сквозные и несквозные трещины перед разделкой предварительно засверливаются по концам сверлом диаметром 6-8 мм на всю толщину металла для предотвращения распространения трещины. При толщине стенки 15-25 мм диаметр сверла должен составлять 8-12 мм, а свыше 25 мм - половину толщину стенки детали. При заварке сквозных раковин или трещин, а также при заварке дефектов, расположенных на концах или пологих плоскостях отливок, для предохранения наплавленного металла от растекания и утечки необходимо заформовать место сварки (рис. 1).
Рис.1. Заформовка места сварки а - сквозной дефект; б -дефект у края отливки Сварка чугуна порошковой проволокой может выполняться без предваритель-ного и с предварительным местным подогревом детали газовой горелкой. Метод сварки порошковой проволокой без предварительного подогрева применяется для исправления чугунных деталей, имеющих сквозные и несквозные дефекты, расположенные в нежестком контуре. С предварительным подогревом рекомендуется исправлять дефекты, расположенные на плоскостях, имеющих жесткий контур. Предварительный подогрев производится до температуры 300 - 350°С. Род сварочного тока и полярность оказывает существенное влияние на качество сварного соединения. Образование метастабильных структур зависит от химического состава металла шва и от скорости охлаждения в интервале критических температур. Для предупреждения образования ледебурита в сером чугуне скорость его остывания в интервале критических температур не должна превышать 10-11°С/сек. Зависимость скорости охлаждения металла шва, зоны сплавления и основного металла на расстоянии 5 мм от зоны сплавления показана на рис 2. Максимальная скорость охлаждения наблюдается в зоне сплавления. Здесь наиболее вероятно образование метастабильных структур. Для уменьшения склонности этой зоны к отбелу необходимо стремиться к увеличению в корне шва графитизаторов, особенно углерода.
Рис. 2 Зависимость скорости охлаждения от величины погонной энергии а - металл шва; б - зона сплавления; с - основной металл В дуге при высокой температуре углерод находится в виде ионов С 4+ (радиусrис=0,2А). Относительно небольшой ион С 4+ несет большой разряд и способен перемещаться под влиянием постоянного тока. Распределение углерода по сечению шва в зависимости от полярности и напряжения показано на рис. 3.
Рис. 3. Распределение углерода по сечению шва а - прямая полярность; в - обратная полярность Сварку порошковой проволокой следует вести на постоянном токе при обратной полярности. Для сварки чугуна наиболее часто применяется проволока диаметром 2,8 мм. Режим сварки следующий: iсв.= 250-280 а,uд= 28-30в, У св= 2-6 м/ч. Применение порошковой проволоки для сварки чугуна позволяет исправлять примерно 50-60% бракованного литья. |
|
Преимущества перед известными аналогами Научно-обоснованные особо эффективные режимы заварки чугунного литья, в т.ч. ранее не подлежавшего ремонту |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Увеличение объема чугунного литья, годного для дальнейшего использования, до 80%, экономия материалов, повышение качества чугунного литья. Годовой экономический эффект составляет 18 тыс. руб. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 16.01.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии