ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 70-014-02 |
|
Наименование проекта Способ изготовления диффузионной сваркой биметаллических сосудов |
|
Назначение Повышение качества сварного соединения |
|
Рекомендуемая область применения Предприятия, изготавливающие обечатки, корпуса сосудов, аппаратов и другие биметаллические изделия в различных отраслях промышленности. |
|
Описание "Результат выполнения технологической разработки" Способ осуществляют следующим образом. Подготовленную к сварке сборку с установленной технологической рубашкой размещают в компрессионной печи, герметизируют и начинают процесс вакуумно-диффузионной сварки.
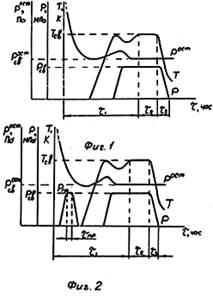
В соответствии с предлагаемым способом проведения диффузионной сварки (фиг. 2) на стадии выхода параметров процесса на режим сварки
Рпр = Кп * Рсв, где Рев - давление сварки, МПа; Кп - коэффициент допускаемой перегрузки печи. Величина коэффициента перегрузки печи для конструкций печей, применяемых для проведения процесса диффузионной сварки, равняется: Кп = (1,02-1,05). Время выдержки сборки
Проведение данного технологического приема в период выхода параметров сварки на рабочие режимы 1 позволяет обнаружить и своевременно устранить разгерметизацию технологической рубашки, которая происходит из-за ее разрушения, до начала нагрева (фиг. 2). В противном случае (фиг. 1) нарушение герметизации сборки в процессе нагрева или в процессе сварки приводит к окислению свариваемых поверхностей и. как следствие, к необходимости повторной подготовки поверхностей к сварке. Предварительное обжатие технологической рубашки 1 (фиг. 4) давлением Рпр обеспечивает также придание ей формы сопрягаемой поверхности обечайки 2 за счет пластической деформации и, как следствие, сокращает объем вакуумного пространства 3. Следует также отметить, что предварительное обжатие сборки не увеличивает время всего технологического цикла, т.е.
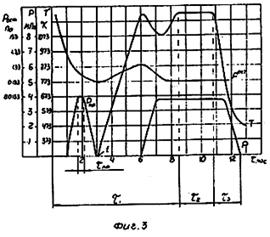
Пример конкретного выполнения технологического процесса диффузионной сварки биметаллической (сталь + медь) обечайки диаметром 1000 мм высотой 1500 мм, толщиной стенки 28 мм с использованием стальной технологической рубашки толщиной 2 мм показан на циклограмме (фиг. 3). Величина предварительного давления составляла 4 МПа при давлении сварки 3,9 МПа, а
Таким образом, проведение технологического процесса по предлагаемому способу позволяет повысить качество диффузионной сварки обечаек. |
|
Преимущества перед известными аналогами Отличается тем, что с целью повышения качества сварного соединения, перед нагревом сборку предварительно сдавливают усилием, равным (1,02 - 1,05) усилия сварки, в течение времени, равного 0,05 - 0,1 времени сборки. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышается качество диффузионной сварки, снижается общая трудоемкость изделий на 18% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 30.01.2002 |
 Согласно известному способу (фиг. 1) технологический процесс можно расчленить на три стадии, характеризующиеся определенным временем их осуществления:
Согласно известному способу (фиг. 1) технологический процесс можно расчленить на три стадии, характеризующиеся определенным временем их осуществления:
 Величина Рпр должна быть не меньше рабочего давления Рсв, но не больше допускаемого давления в печи по условиям обеспечения ее прочности, т.е.
Величина Рпр должна быть не меньше рабочего давления Рсв, но не больше допускаемого давления в печи по условиям обеспечения ее прочности, т.е. После осуществления необходимой выдержки давление снижают до атмосферного и продолжают технологический процесс.
После осуществления необходимой выдержки давление снижают до атмосферного и продолжают технологический процесс.Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии