ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-017-02 |
|
Наименование проекта Упрочнение деталей металлокерамическими материалами методом контактной сварки |
|
Назначение Повышение эффективности упрочнения деталей путем применения металлокерамических материалов |
|
Рекомендуемая область применения Машиностроение, сварочное производство |
|
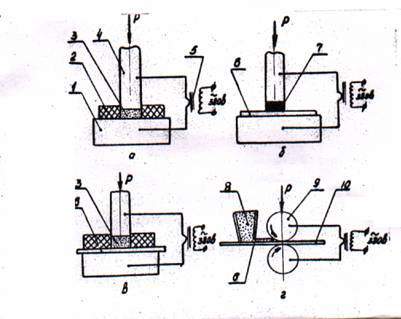
Описание Результат выполнения НИР. В настоящее время для упрочнения быстроизнашивающихся деталей широко применяются различные методы наплавки износоустойчивых материалов. Методы наплавки с расплавлением металла в некоторых случаях являются малоэффективными из-за следующих недостатков: 1.Трудности получения наплавленного слоя с содержанием легирующих более 35-40% из-за ухудшения стабильности горения дуги, выгорания легирующих, разбавления наплавленного металла основным и др. 2.Значительно усложняется механизация процесса наплавки малых поверхностей и тонких слоев, а также при различном пространственном расположении поверхностей упрочнения. 3.Необходимости защиты расплавленного металла от вредного воздействия воздуха. 4.Невозможности получения точных размеров наплавленной детали без последующей механической обработки, которая, в свою очередь, весьма усложняется из-за высокой твердости наплавленных поверхностей. В методах упрочнения деталей металлокерамическими материалами на контактных сварочных машинах используются процессы электроимпульсного контактного спекания под давлением порошковых материалов. Из классических методов порошковой металлургии в технологическом процессе упрочнения используются операции дробления, просева, смешения и дозировки порошков. Процессы формования порошков и сварки их в компактное тело интенсифицированы за счет прямого пропускания импульсов сварочного тока через слой порошка, находящийся под давлением между электродами сварочной контактной машины (точечной, рельефной, роликовой, стыковой). Образование связей между частицами порошкового тела можно отнести к классу топохимических реакций, у которых как стадия образования физического контакта частиц, так и стадия их химического взаимодействия осуществляются в результате термопластической обработки. При этом длительность процессов и физико-механические свойства получаемых материалов в значительной степени определяются длительностью, температурой нагрева и давлением. Упрочнение деталей электроимпульсным спеканием и навариванием порошковых материалов возможно осуществить несколькими методами. По первому варианту технологии упрочнения из порошка предварительно спекают на сварочной машине компактное тело в виде брикета (рис. 1а). Его геометрические размеры, а также физико-механические свойства будут определяться в основном формой и размерами рабочей полости пресс-формы и электродов, природой порошка и параметрами режима. В дальнейшем предварительно полученный брикет наваривают на поверхность заготовки (рис. 1б). По второму варианту - формование, спекание и наваривание порошка на поверхность заготовки производится одновременно (рис. 1в). Возможно нанесение металлокерамического слоя с помощью контактных роликовых машин (рис. 1г). Получение твердых износостойких брикетов на железной основе различного химического состава и свойств производится на контактных сварочных машинах типaМТП-150 и МРП-400. С этой целью применяются электроды специального профиля, а в схеме управления циклом сварки используются прерыватели игнитронные типа ПИШ-200. Были установлены оптимальные величины параметров процесса получения брикетов (сварочный ток, напряжение, давление прессования, время импульса, паузы, общее) из материалов с различными физико-химическими свойствами. Качество получаемых брикетовoпределяли измерением их плотности и других механических и физических свойств и исследованием макро- и микроструктуры. Макротвердость в холодном состоянии связана с плотностью полученного материала. Возможно получение плотности брикетов, близкой к 100%. Наваривание брикетов на упрочняемые поверхности, а также упрочнение по второму варианту технологии могут производиться на серийных машинах МГП-150, МРП-400, а также на специальных контактных машинах. Для упрочнения деталей на роликовыхконтактных машинах могут применяться серийные сварочные машины соответствующей мощности (например, типа МШП-200). При этом машина должна иметь внутреннее охлаждение роликовых электродов и быть оборудована питателем порошка. Определены оптимальные режимы процессов упрочнения деталей порошковыми материалами с различными физико-механическими свойствами. Исследования износостойкости, проведенные на лабораторных установках и стендах, показали возможность значительного повышения износостойких свойств деталей, упрочненных данным методом. Метод упрочнения деталей с применением сварки порошков на контактных сварочных машинах обладает следующими технико-экономическими преимуществами: 1.Открываются широкие возможности механизации и автоматизации процесса упрочнения, в том числе различно пространственно ориентированных малых (до 10 см 2) поверхностей. 2.Отсутствует разбавление упрочненного слоя основным металлом. 3.Достаточная чистота поверхности и точность размеров детали после упрочнения не требует последующей механической обработки. 4.Возможно использоватьдешевые невосстановленные порошки, обычно применяемые для наплавочных электродов и порошковых лент (железный порошок, ферросплавы, карбиды и др.). 5.Меняя состав порошковых смесей и режимы сварки, возможно получать материалы поверхностей деталей с самими различными заранее заданными свойствами (твердые, износостойкие, жаропрочные, пористые и т.д.) 6.Возможно использование как специализированных, так и серийно выпускаемыхконтактных сварочных машин.
Рис. 1. Схема методов упрочнения на контактных сварочных машинах: а) получение брикета; б) наварка брикета на заготовку; в) одновременное спекание и наварка порошка; г) наварка порошка на роликовой машине. 1 - электрод нижний, 2 - матрица пресс-формы, 3 - порошок, 4 - электрод верхний, 5 - трансформатор сварочный, 6 - заготовка, 7 - металлокерамический брикет, 8 - бункер с порошком, 9 - электроды роликовые, 10 - нанесенный слой. |
|
Преимущества перед известными аналогами Возможность использования дешевых и недефицитных сварочных материалов, получение наплавленных поверхностей с заранее заданными свойствами, осуществление процесса на серийно выпускаемых сварочных машинах |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Годовой экономический эффект составляет 32 тыс. руб. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 10.01.2002 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии