ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 82-064-01 |
|
Наименование проекта Вырубной штамп для изготовления заготовки изделия типа миска |
|
Назначение Вырубка деталей по контуру из полосы на кривошипном прессе модели КД-2130 усилием 1000 кН |
|
Рекомендуемая область применения Оборудование для холодноштамповочного производства |
|
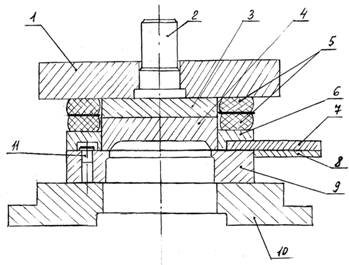
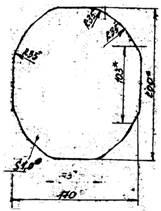
Описание Результат выполнения научно-исследовательской работы. Штамп (см. рис. 1) состоит из верхней 1 и нижней 10 плит, являющихся основанием для крепления остальных его деталей. В плиту 1 запрессованы две направляющие втулки, а в плиту 10 - две колонки. Верхняя плита своими втулками направляется по скользящей посадке колонками нижней плиты. На нижней плите крепится матрица 9 с запрессованным в нее передним упором 11. На матрице располагаются две направляющие линейки 7, к которым прикреплен лоток 8 для установки полосы при штамповке. К верхней плите через подкладную плиту 3 закрепляются пуансон 4, а через две резиновые прокладки 5 - съемник 6. Сверху в верхнюю плиту впрессован хвостовик 2, с помощью которого плита крепится к ползуну пресса и обеспечивается наилучшая центровка штампа. Штамп устанавливают на кривошипный пресс, обеспечивающий необходимое технологическое усилие, и крепят верхнюю плиту к ползуну посредством хвостовика, а нижнюю плиту - к столу пресса болтами, для которых в ней имеются пазы. Направляющие колонки и втулки обеспечивают направление верхней части штампа по отношению к нижней и совмещение профилей пуансона и матрицы, упрощают установку штампа на пресс. Порядок работы на вырубном штампе следующий. Заготовку устанавливают на лоток и подают между направляющими до временного упора. Производят пуск пресса. При рабочем ходе ползуна пресса вырубается деталь по контуру (см. рис. 2). Убирают временный упор. Продвигают полосу дальше, одевают ее по вырубленному контуру на передний упор, и дальше процесс вырубки повторяется. Деталь после вырубки поступает вниз через провальное отверстие штампа в тару.
Рис. 1. Штамп для вытяжки заготовки изделия "Миска"
Рис. 2. Операционный эскиз штампуемой детали |
|
Преимущества перед известными аналогами Снижение трудоемкости, повышение производительности труда |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Условно-годовой экономический эффект 3,5 тыс. руб |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 27.09.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии