ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 14-065-01 |
|||||||||||||
|
Наименование проекта Инструмент летучих ножниц для гнутых профилей. |
|||||||||||||
|
Назначение Для разделения гнутых швеллеров преимущественно неравнополочных. |
|||||||||||||
|
Рекомендуемая область применения Металлургия. |
|||||||||||||
|
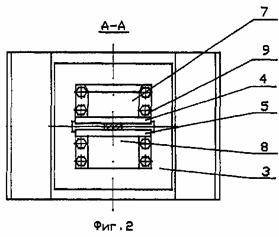
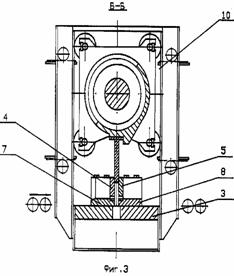
Описание Результат выполнения научно - исследовательской работы. Изобретение относится к прокатному производству, в частности к инструменту режущих устройств, установленных в потоке профилегибочных станов. Известен инструмент летучих ножниц для разделения гнутых швеллеров преимущественно не равнополочных, содержащий закрепленные в держателях суппортов верхний нож, выполненный в виде пластины с сопряженными между собой наклонными боковыми и торцевыми режущими кромками, и нижний нож, выполненный в виде пластины с вырезом, образующим сопряженные между собой боковые и нижние режущие кромки, при этом боковые кромки обоих ножей выполнены разной длины, нижние режущие кромки нижнего ножа и торцевые режущие кромки верхнего ножа расположены с наклоном к горизонтальной плоскости, определяемые расчетными формулами [1]. Недостатком данного устройства ножей летучих ножниц является невозможность разделения без искажения гнутых c-образных профилей, а также профилей полузакрытого типа, имеющих горизонтальные и вертикальные элементы. Известен инструмент для резки сложных полузакрытых профилей, содержащий закрепленный на верхней плите пуансон с режущей кромкой и две полу матрицы, расположенные на нижней плите, кроме этого он снабжен двум боковыми ножами и закрепленными на верхней плите двум клиньями, размещенными с возможностью взаимодействия с боковыми ножами, при этом режущие кромки боковых ножей выполнены c-образной формы, а режуща кромка пуансона - разновысокого зубчатого профиля, угол зубьев которого составляет 65 -75 o . Полузакрытый c-образный профиль, имеющий сплошную горизонтальную стенку, вертикальные полки и две короткие горизонтальные полки, перед резкой помещают в штамп открытой частью вниз [2]. Недостатком известного устройства является невозможность его использования в летучем режущем устройстве профилегибочного стана в связи с тем, что в процессе формирования на стане полузакрытых c-образных профилей открыта часть профиля находится вверху. Из известных устройств инструмента для порезки на ходу без искажения фасонных профилей открытого и полузакрытого типа, имеющих горизонтальные и вертикальные элементы, наиболее близким по технической сущности являются летучие ножницы, содержащие механизм перемещения ножниц вдоль оси разрезаемой полосы, механизм резани с подвижным и неподвижным суппортами и ножи, при этом на неподвижном суппорте установлены два подвижных и четыре неподвижных ножа, причем подвижные ножи шарнирно закреплены на ос х, расположенных в овальных пазах, выполненных в неподвижном суппорте, а на подвижном суппорте закреплен копир, профиль которого соответствует конфигурации подвижных ножей на участке их контакта с копиром [3]. Недостатком устройства инструмента в данном техническом решении является значительна конструктивна сложность узла ножей, установленного на неподвижном суппорте, обусловленная наличием большого количества мелких подвижных деталей, взаимодействующих друг с другом в процессе резани по сложной кинематической схеме, которые привод т ножевой блок к ненадежной работе. Кроме того, мелкие подвижные детали ножевого блока требуют высокой точности изготовления, что увеличивает трудоемкость их изготовления; а так как они работают в тяжелых условиях, то быстро изнашиваются, и тем самым повышаются затраты на ремонт и обслуживание. Техническим результатом изобретения является упрощение конструкции инструмента летучих ножниц для разделения полузакрытых гнутых профилей. Технический результат достигается тем, что в инструменте летучих ножниц для разделения гнутых профилей, преимущественно полузакрытых, содержащем закрепленные ножи в подвижном и неподвижном суппортах механизма резани , согласно изобретению, на неподвижном суппорте установлены две неподвижные режущие полу матрицы (ножи), выполненные с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, соответствующий наружному и внутреннему контурам разрезаемого сечения, закрепленные на входной и выходной съемных проводках с пазами, соответствующими ширине и высоте разрезаемого профиля, при этом входная проводка выполнена с раструбом, а на подвижном суппорте закреплен нож-пуансон в виде клина, режущие кромки которого образуют между собой угол 90 -100 o . Такое конструктивное выполнение инструмента летучих ножниц для разделения полузакрытых гнутых профилей позволит существенно упростить ножевой блок летучих ножниц, уменьшить трудоемкость изготовления инструмента и затраты на обслуживание. Это достигается за счет того, что установка на неподвижном суппорте только двух неподвижных режущих полу матриц (ножей), а на подвижном суппорте только ножа-пуансона, позволило исключить из ножевого блока неподвижного суппорта все подвижные детали (четыре фасонных5 10 15 20 25 30 35 40 45 50 55 60 поворотных ножа, две оси, шесть пружин, упоры, направляющие и другие мелкие детали). На фиг. 1 изображены ножницы, вид по направлению движения разрезаемой полосы; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - выходная проводка с полу матрицей в аксонометрии. Для разделения гнутых профилей, преимущественно полузакрытых, имеющих горизонтальные и вертикальные элементы, в подвижном суппорте 1 летучих ножниц, содержащих механизм перемещения ножниц вдоль оси разрезаемой полосы, установлен нож-пуансон 2, выполненный в виде клина, режущие кромки которого образуют между собой угол 90 -100 o , а на неподвижном суппорте 3 - две неподвижные полу матрицы 4 и 5, закрепленные винтами 6 к торцам входной 7 и выходной 8 проводок. Режущие полу матрицы 4 и 5 выполнены с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, размеры которых определяются зависимостями: b * = b +bmax ; h * = h - s +hmin ; a * = a +amax + (1 - 2)s; s * = (2 - 3)s, где b * - расстояние между вертикальными режущими гранями полу матрицы; h * - расстояние между горизонтальными режущими гран ми полу матрицы; a * - длина паза горизонтального элемента полки: s * - ширина вертикальных и горизонтальных пазов; b, h, a, s - соответственно ширина стенки, высота полки, ширина полки и толщина профиля. bmax - максимальный допуск на ширину стенки, hmin - минимальный допуск на высоту полки, amax - максимальный допуск на ширину полки. Для обеспечения направления профиля в зону резки служат съемные проводки 7 и 8, корпуса которых выполнены с пазами, соответствующими ширине и высоте разрезаемого профиля. Размеры пазов определяются зависимостями: b 1 = b * = b +bmax ; h 1h, где b 1 и h 1 - соответственно ширина и высота паза проводки. Для улучшения захода переднего конца заготовки в ножницы паз во входной проводке 7 со стороны задачи заготовки имеет скосы (раструб), кроме того в проводках выполнены отверстия для крепления их к неподвижному суппорту болтами 9. Предварительно перед работой ножниц на неподвижном суппорте 3 устанавливаются и закрепляются болтами 9 входная 7 и выходная 8 проводки с полу матрицами 4 и 5, соответствующие разрезаемому профилю, а в подвижном суппорте 1 устанавливается нож-пуансон 2, выполненный в виде клина, режущие кромки которого образуют между собой угол 90 - 100 o . Ножницы работают следующим образом. В исходном положении подвижный суппорт 1 с ножом-пуансоном 2 находится в верхнем положении, а профиль 11, выталкиваемый валками стана, проходит свободно через проводки 7 и 8 с закрепленными на них неподвижными полу матрицами (ножами) 4 и 5, и при достижении заданной длины каретка 10 летучих ножниц начинает перемещаться синхронно с движущимся профилем, затем подается команда на рез, и подвижный суппорт 1 опускается вниз, в нож-пуансон, закрепленный на нем, движется между режущими полу матрицами и наклонными режущими кромками, отрезает горизонтальные полки, затем острым концом пробивает (прокалывает) отверстие в стенке профиля и производит окончательную отрезку по всему контуру. После этого подвижный суппорт поднимается вверх, каретка возвращается в исходное положение, а конец профиля , оставшийся во входной проводке 7, легко проталкивается валками стана через выходную проводку 8 и перемещается до датчика, контролирующего заданную длину отрезаемых заготовок и дающего команду на включение привода каретки и механизма резки. Преимущества данного инструмента летучих ножниц при порезке полузакрытых профилей в сравнении с прототипом: - упрощается конструкция узла ножей, установленных на неподвижном суппорте, за счет устранения двух неподвижных и двух подвижных ножей, а также двух осей, на которых закреплены подвижные ножи, шести пружин и других мелких деталей; - повышается производительность штампа за счет сокращения продолжительности простоев при замене износившегося инструмента: - уменьшаются затраты на ремонт и обслуживание штампа за счет уменьшения количества быстроизнашивающихся деталей; - повышается надежность работы штампа за счет упрощения конструкции узла ножей, установленных на неподвижном суппорте. На Череповецком сталепрокатном заводе изготовлен предлагаемый инструмент для разделения полузакрытых гнутых профилей и испытан в летучих пресс-ножницах, установленных в потоке профилегибочного5 10 15 20 25 30 35 40 45 50 55 60 стана 0,5 - 2 х 50 - 200 при порезке c-образных профилей. Качество реза соответствует требованиям технических условий на готовые гнутые профили. Источники информации: 1. Авторское свидетельство СССР n 15972534, кл. b 23 d 23/00, 1990 г 2. Авторское свидетельство СССР n 1013136, кл. b 23 d 23/00, 1983 г. 3. Авторское свидетельство СССР n 505532, кл. b 23 d 25/02, 1974 г. Формула изобретения:
Инструмент летучих ножниц для разделения гнутых профилей, содержащий ножи, закрепленные на подвижном и неподвижном суппортах механизма резани , отличающийся тем, что он снабжен входной и выходной съемными проводками с пазами, соответствующими ширине и высоте разрезаемого профиля, входная проводка выполнена с раструбом, расположенные на неподвижном суппорте ножи выполнены в виде двух неподвижных режущих полу матриц с сопряженными между собой горизонтальными и вертикальными пазами, образующими профиль рабочей части, соответствующий наружному и внутреннему контурам сечения разрезаемого профиля, и закреплены на входной и выходной съемных проводках, а закрепленный на подвижном суппорте нож выполнен в виде ножа-пуансона в форме клина, режущие кромки которого образуют между собой угол в 90 - 100 o .15 10 15 20 25 30 35 40 45 50 55-60
|
|||||||||||||
|
Преимущества перед известными аналогами Аналоги не известны |
|||||||||||||
|
Стадия освоения Внедрено в производство |
|||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|||||||||||||
|
Технико-экономический эффект Упрощение конструкции инструмента летучих ножниц на 25% для разделения полузакрытых гнутых профилей. |
|||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
|||||||||||||
|
Дата поступления материала 18.07.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии