ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-047-01 |
|
Наименование проекта Номограммы для определения технологических режимов сверления чугуна |
|
Назначение Для определения технологических режимов сверления чугуна |
|
Рекомендуемая область применения Технологии литейного производства |
|
Описание
Результат технологической разработки
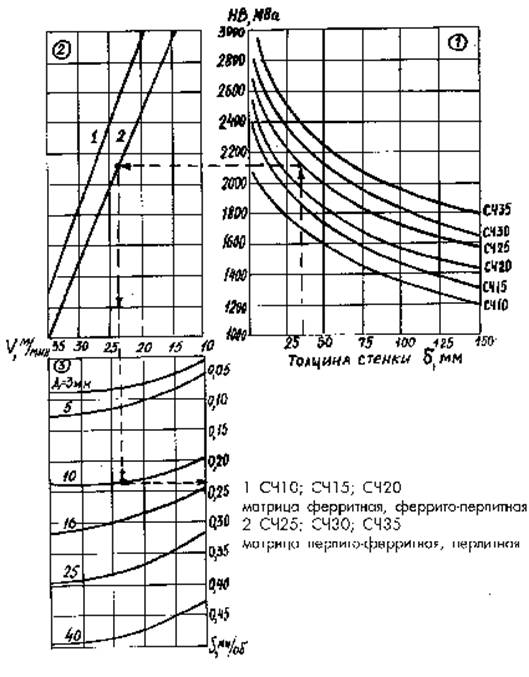
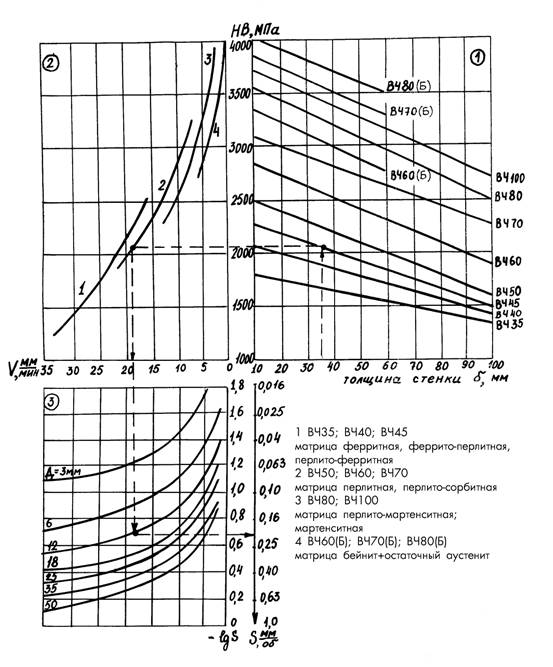
На кафедре Материаловедения и литейного производства Рыбинской государственной авиационной технологической академии разработаны номограммы для определения технологических режимов сверления серого и высокопрочного чугуна различных марок. В отличие от имеющихся справочных данных, предлагаемые номограммы позволяют определить режимы сверления не только в зависимости от марки и твердости чугуна, но и с учетом толщины стенки обрабатываемого участка и типа структуры чугуна. Определение и выбор оптимальных режимов обработки резанием чугунных отливок является одной из наиболее часто встречающихся технических задач современного машиностроения, т.к. доля чугунных отливок в общем объеме литых заготовок для различных отраслей машиностроения в настоящее время составляет от 50 до 70%. Актуальность задачи определения режимов резания обусловлена также тем, что в настоящее время большинство промышленных предприятий работают в режиме мелкосерийного и единичного производства под различные заказы, при этом частая смена номенклатуры выпускаемых изделий требует оперативного и правильного определения оптимальных режимов резания для различных деталей-отливок. В научно-технической и справочной литературе даны рекомендации по выбору режимов сверления в зависимости от марки чугуна, его твердости и соотношения структурных и фазовых составляющих (феррит, перлит, аустенит, мартенсит), Это в определенной степени затрудняет правильный и своевременный выбор режимов резания, т.к. предварительная оценка твердости микроструктуры чугуна для реальных отливок (деталей) в условиях мелкосерийного и единичного производства практически невозможна. Известно, что для одной и той же марки чугуна его структура и свойства (твердость, прочность) могут существенно отличаться в зависимости от условий охлаждения, т.е. толщины стенки. Следовательно, вследствие высокой чувствительности структуры и свойств чугуна к условиям охлаждения, при выборе режимов сверления чугуна необходимо учитывать не только его марку, но и толщину стенки обрабатываемого участка. Это позволяет наиболее правильно определить оптимальные режимы сверления для различных обрабатываемых участков отливки (стенка, бобышка, фланец и т.п.) с учетом влияния твердости и структуры. В результате обобщения анализа и обработки справочных данных (ГОСТ 1412-85, ГОСТ 7393-85) были построены графические зависимости для определения твердости НВ серого и высокопрочного чугуна различных марок от толщины стенки d, мм (квадрант i) затем, используя справочные данные (1) , были построены зависимости для определения технологических режимов скорости сверления v, м/мин чугуна различных марок в зависимости от твердости и типа структуры чугуна (квадрант ii). Далее были построены зависимости величины подачи s, мм/об. от скорости резания v, м/мин для различных диаметров сверла Д, мм (квадрант iii). Путем соответствующего объединения полученных графических зависимостей были построены номограммы (рис. 1, 2) для определения режимов сверления - скорости резания v, м/мин и подачи s, мм/об. для различных марок серого (рис. 1) и высокопрочного (рис. 2) чугунов в зависимости от толщины стенки d, мм диаметра сверла Д, мм и структуры чугуна. Ключ пользования номограмм показан пунктирной линией. Так, например, в соответствии с рис. 1 сверление отверстий диаметром Д=16 мм в стенке толщиной d = 35 мм на отливках из серого чугуна СЧ25, твердость которого (по номограмме) составляет НВ = 2170 М па, рекомендуется осуществлять при скорости резания v = 24 м/мин и подаче s = 0,30 об./мин. В соответствии с рис. 2 для сверления отверстий Д = 12 мм в стенке толщиной d = 35 мм на отливках из высококачественного чугуна ВЧ45 с твердостью (по номограмме) НВ = 2070 М па и феррито-перлитной структурой рекомендуется скорость резания v = 19 м/мин и подача s = 0,20 мм/об. Необходимо отметить, что номограммы применимы для сверл марок Т15, Т16, М7, М10, М41-М47, s9- s12.
Рис. 1 Номограмма для определения режимов сверления серого чугуна
Рис. 2 Номограмма для определения режимов сверления высокопрочного чугуна |
|
Преимущества перед известными аналогами Учитывается толщина стенки обрабатываемого участка и тип структуры чугуна |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект На 11-15% повышена точность определения технологических режимов сверления |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 14.05.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии