ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 77-028-01 |
|
Наименование проекта Станок фасочно-фрезерный |
|
Назначение Для снятия фасок на острых кромках косозубых колес и валов-шестерен. |
|
Рекомендуемая область применения Обработка металлов резанием. |
|
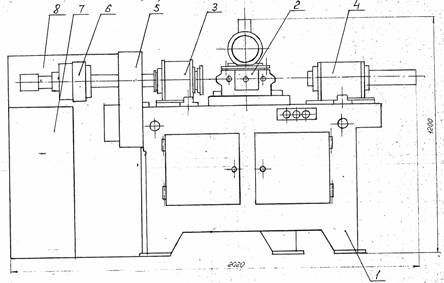
Описание Результат выполнения конструкторской разработки. Станок состоит из станины 1 (см. рисунок), бабки фрезерной 2, бабки передней 3, бабки задней 4, гитары сменных шестерен 5, пневмоцилиндра зажима детали 6, пневмооборудования 7, электрооборудования 8.
Общий вид станка Станина предназначена для установки на ней основных узлов станка и представляет собой жесткую сварную конструкцию со встроенным в ней приводом рабочих перемещений фрезерной бабки и вращения обрабатываемой детали. Бабка фрезерная служит для осуществления вращения фрезы, ее подвода в рабочую зону и возврата в исходное положение. Она установлена на ползуне, совершающем возвратно-поступательное движение по направляющим станины и имеет возможность поворота вертлюга в горизонтальной плоскости на 20°. Для осуществления вращения обрабатываемой детали, установленной в сменном патроне, который крепится на передний конец шпинделя, служит бабка передняя. Бабка задняя предназначена для установки в ее пиноли вращающегося центра или установки другой оснастки, используемой при обработке вала-шестерни. С помощью гитары сменных шестерен передается вращение шпинделя передней бабке и возвратно-поступательное движение фрезерной бабке. Станок имеет два режима работы: наладочный и работа в цикле. Наладочный режим используется для настройки станка при обработке первой из партии одноименных деталей. Для этого необходимо установить на шпиндель передней бабки нужный патрон и соответствующие карте наладки сменные шестерни гитары. После этого установить а патрон обрабатываемую деталь и зажать ее при помощи вращающегося пневмоцилиндра и пиноли задней бабки, если это необходимо по технологии. Вращая при помощи воротка выходной вал редуктора, установить ползун, несущий фрезерную бабку, в крайнее к передней бабке положение. При помощи пневмопривода выдвинуть инструмент в переднее (рабочее) положение. Ослабив крепление передней и задней бабок, подвести деталь к фрезе. Регулировочными винтами установить нужный вылет инструмента фрезерной бабки. Довернуть патрон так, чтобы режущая кромка фрезы, расположенная под углом 45°от вертикали, касалась острой кромки зуба. После этого затянуть крепеж патрона и, вращая выходной вал редуктора станины, отвести фрезерную бабку от обрабатываемой детали. При помощи шестеренно-реечного механизма сдвинуть переднюю бабку по направлению к фрезе на 1 мм и закрепить ее. Включить вращение фрезы и снова, вращая выходной вал редуктора станины, воротком подвести ползун с фрезерной бабкой к детали и сделать пробный рез. По результатам пробного реза скорректировать положение передней бабки, угловое положение патрона на шпинделе и вылет инструмента в переднем положении шпинделя фрезерной бабки. Еще раз сделать пробный срез и, если размеры фаски соответствуют требованиям чертежа, перевести станок на работу в цикле. При работе в цикле исполнительные механизмы необходимо перевести в исходное положение. После этого включаются привод вращения фрезы и привод возвратно-поступательного движения фрезерной бабки и вращения детали. Установить деталь в патрон передней бабки. Кнопкой с пульта включается цикл. Происходит зажим детали. В зависимости от типа детали зажим происходит только вращающимся пневмоцилиндром или пинолью задней бабки и вращающимся пневмоцилиндром, что обеспечивается выбором соответствующего режима работы станка переключателем на наладочном пульте. В первую очередь зажим детали происходит от пиноли, после срабатывания реле давления, включается зажим вращающимся пневмоцилиндром. Когда сработает реле давления в магистрали вращающегося пневмоцилиндра, автоматически включается подвод инструмента в рабочую зону и начинается обработка фасок. После окончания обработки фасок кнопкой на пульте "стоп цикла" производится последовательный отвод инструмента из рабочей зоны, отвод пиноли задней бабки и отжим вращающимся пневмоцилиндром передней бабки. Цикл повторяется. В исходном положении: шпиндель фрезерной бабки - отведен назад, вращающийся цилиндр передней бабки в положении "отжато" и пиноль задней бабки в положении "отведено". |
|
Преимущества перед известными аналогами Уменьшение веса и габарита, расширение технологических возможностей. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Повышение производительности труда в 1,5 раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 14.05.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии