ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 65-389-01 |
|
Наименование проекта Способ шаговой прокатки непрерывно отливаемых заготовок и стан для его осуществления |
|
Назначение Прокатка непрерывно отливаемых заготовок |
|
Рекомендуемая область применения Металлургия |
|
Описание
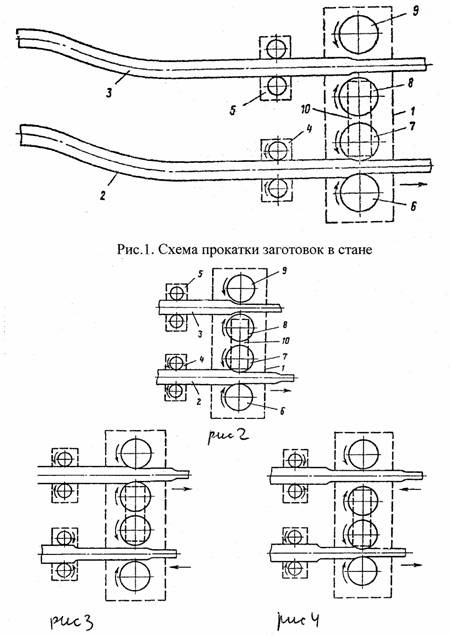
Результат выполнения конструкторской разработки. Стан шаговой прокатки заготовок на двух уровнях (см. рисунок) включает рабочую клеть 1, в которой попеременно в ,двух уровнях прокатываются заготовки 2 и 3. Перед рабочей клетью в двух уровнях установлены подающие роликовые устройства 4 и 5. В рабочей клети размещаются прокатные валки: нижний 6, средние 7 и 8 и верхний 9. Средние прокатные валки 7 и 8 имеют общие подушки 10, нижний валок б размещен в подушках 11, верхний валок 9 - в подушках 12. Рабочая клеть имеет винтовой механизм перемещения средних подушек, с помощью которого средние валки устанавливаются в требуемое для прокатки заготовок положение. Механизм включает нажимные винты 13, своей резьбовой частью взаимодействующие с размещенными в средних подушках гайками 14, в нижних подушках расположены подпятники 15, в верхних подушках -подпятники 16. Привод 17 вращения нажимных винтов размещен на крышках 18 станины 19. Станины рабочей клети установлены на плитовины 20. Способ осуществляется следующим образом. К рабочей клети непрерывно-литые заготовки 2 и 3 поступают после нескольких вытягивании из кристаллизаторов с помощью подающих роликовых устройств 4 и 5 разновременно: вначале заготовки 2 с помощью подающего устройства 4 задают в нижнюю пару валков 6 и 7 рабочей клети, где их обжимают на длине шага вытягивания из кристаллизатора (рис.1, 2). По окончании пропуска заготовки 2 в нижней паре валков средние валки 7 и 8 с помощью механизма перемещения их общих подушек 10 перемещают вверх для установки валка 8 в рабочее положение для первого обжатия. При этом взаимодействие валка 7 с заготовкой 2 прерывается, средний валок 8, перемещенный в рабочее положение, вступает в контакт с заготовками 3, которые поданы к рабочей клети устройством 5, т.е. прекращается обжатие заготовок 2 в нижней паре валков и начинается обжатие заготовок 3 в верхней паре валков 8 и 9 (рис.3). Одновременно с началом обжатия заготовок в верхней паре валков заготовки 2 с помощью подающих устройств 4 перемещают в обратном направлении на расстояние, равное длине обжатой в предыдущем пропуске в нижней паре валков части заготовок 2. По окончании пропуска заготовок 3 через верхнюю пару валков, в процессе которого произведено первое обжатие на .длине шага вытягивания заготовок 3 из кристаллизаторов, подушки средних валков перемещают вниз, прерывая взаимодействие валка 8 с заготовками 3, при этом средний валок 7, размещенный в общих свалками 8 подушках 10, перемещается в рабочее положение для второго обжатия части длины заготовок 2, уже получившей обжатие в первом пропуске (рис.4). Как только валок 7 устанавливается в рабочее положение, начинается 2 второе обжатие той части длины заготовок 2, которая прокатывалась в нижней паре валков в предыдущем пропуске. Одновременно с началом пропуска в нижней паре валков заготовки 3 с помощью устройства 5 перемещают в обратном направлении на расстояние, равное длине обжатой в предыдущем пропуске в верхней паре валков части заготовок 3. После второго пропуска части длины заготовок 2, соответствующей шагу их вытягивания из кристаллизатора, валок 8 перемещают в положение для второго обжатия, одновременно прекращается взаимодействие с заготовками валка 7, то есть прекращается прокатка в нижней паре валков и начинается прокатка в верхней паре. После второго пропуска части длины заготовок 3, соответствующей шагу их вытягивания из кристаллизатора, завершается цикл прокатки вытянутой за шаг части длины заготовок. Следующий цикл прокатки начинается перемещением валка 7 в положение для первого обжатия следующей очередной части длины заготовок 2, вытянутых на величину шага из кристаллизатора. После этого все операции по прокатке заготовок повторяются до тех пор, пока не прекратится подача жидкого металла в кристаллизаторы и отливаемые заготовки не пройдут полностью через стан. Во время пропуска заготовок через 1 нижнюю пару валков валки верхней пары вращаются вхолостую и наоборот. Установка средних подушек 10 и валков 7 и 8 в требуемое положение производится при вращении нажимных винтов 13, взаимодействующих с гайками 14, с помощью привода 17 (рис.3). При обжатии заготовок 2 в нижней паре валков усилие прокатки, действующее на средний валок 7, через его подшипники, подушки 10, передается на гайки 14, через них - на винты 13, которые через подпятники 16 и подушки 12 передают его на крышки 18 станин 19. При обжатии заготовок 3 в верхней паре валков усилие прокатки, действующее на валок 8, передается через его подшипники, подушки 10-й гайки 14 на винты 13, которые через подпятники 15 и подушки 11 передают его на станины 19. Снизилась стоимость стана шаговой прокатки, поскольку обжатие заготовок не требует их подъемов и опускании, и, следовательно, отпадает необходимость в использовании громоздких и тяжелых подъемно-качающихся столов вместе с их приводом и системой уравновешивания движущихся масс. Уменьшение массы и состава оборудования стана приводит к сокращению объема и стоимости фундаментов, экономии производственных площадей, затрат на транспортирование и монтаж оборудования. Кроме того, по сравнению с прототипом не менее, чем в два раза сокращается частота перевалок, поскольку условия работы средних валков улучшаются, и срок службы всех валков рабочей клети до перевалки становится одинаковым. Также в отличие от прототипа становится возможной прокатка заготовок неограниченной длины и массы, в том числе непрерывно-литых заготовок при шаговом режиме их вытягивания, при этом обеспечивается достаточно высокая частота вращения рабочих валков, исключается их длительный местный контакт с нагретым металлом, улучшается температурный режим и повышается стойкость валков.
Рис.2-4. Взаимные положения прокатных валков и заготовок на различных этапах цикла прокатки |
|
Преимущества перед известными аналогами Отсутствие перемещения заготовок по вертикали |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Уменьшение энергозатрат на 20% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 20.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии