ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 65-376-01 |
|
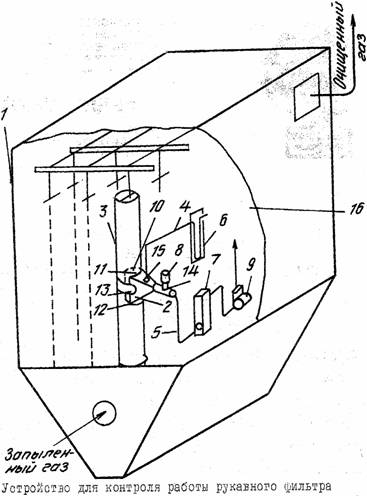
Наименование проекта Устройство для контроля работы рукавного фильтра |
|
Назначение Для определения скорости фильтрации запыленного газа при проведении сравнительных испытаний рукавов |
|
Рекомендуемая область применения Химическая промышленноссть, горное дело |
|
Описание
Результат выполнения конструкторской разработки. Предназначено для определения скорости фильтрации запыленного газа при проведении сравнительных испытаний рукавов, изготовленных из различных фильтровальных материалов. Устройство для контроля работы рукавного фильтра (см. рисунок) 1 содержит раструб 2, создающий гидравлическое сопротивление, установленный на внешней поверхности фильтровального рукава 3 и соединенный импульсными трубками 4 и 5 с манометром 6 и расходомером 7 газа, регулятор 8 расхода газа и отсасывающее устройство 9. У входного отверстия 10 раструба 2 верхняя и нижняя кромки 11 и 12 выполнены по дуге радиусом, равным радиусу исследуемого рукава. Раструб закреплен на внешней поверхности рукава 3 с помощью ремня 13, выполненного из эластичного материала, например резины, и плотно охватывает рукав по дуге кромками 11 иi2. Для создания тяги через рукава и подачи в них запыленного газа к фильтру присоединен вентилятор. Регулятор расхода газа выполнен в виде винта и размещен на выходном патрубке 14 раструба, который через импульсную трубу 5 соединен с расходомером. 7 газа ротаметром и отсасывающим устройством 9 воздуходувкой. На боковой поверхности раструба 2 выполнено отверстие 15, соединенное через импульсную трубку 4 с манометром 6, установленным в зарукавном пространстве 16. Устройство для контроля работы рукавного фильтра работает следующим образом. В рукавный фильтр вентилятором подают запыленный газ. За счет разницы (перепада) давления, создаваемого вентилятором и атмосферным давлением создается тяга через рукава, установленные в фильтре. При создании тяги происходит фильтрация запыленного газа в рукавах, пыль осаждается на внутренней поверхности рукавов, а очищенный газ поступает в зарукавное пространство 15 фильтра и затем выбрасывается в атмосферу. На исследуемый рукав с помощью эластичного ремня 13 закрепляют раструб. Силу натяжения ремня 13 выбирают с таким расчетом, чтобы входное отверстиеioраструба было плотно прижато к внешней поверхности рукава и охватывало его дуговыми кромками ii и 12. Вследствие того, что площадь входного отверстия 10 во много раз превышает площадь выходного отверстия 14 раструба, в нем создается большее по величине давление газа, чем в зарукавном пространстве 16 фильтра. Давление в раструбе измеряют манометром, присоединенным к отверстию 15 раструба через импульсную трубку. Затем включают воздуходувку, которая отсасывает очищенный газ о поверхности рукава, ограниченной входным отверстием 10 раструба. Отсасываемый газ из раструба через выходной патрубок 14 по импульсной трубке 5 (шлангу) проходит в ротаметр 7, воздуходувку 9, поступает в зарукавное пространство 16. После включения воздуходувки производят настройку расхода отсасываемого газа. Важным условием правильного определения скорости фильтрации является соблюдение изокинетического отбора газа с фильтрующей поверхности рукава. При настройке изокинетического отбора газа регулятор 8 в виде винта вкручивают в выходной патрубок 14 раструба 2 до тех пор, пока на манометре 6 не зафиксируют нулевое значение, то есть перепад давления между раструбом 2 и зарукавным пространством 16 будет равным нулю. После фиксации на манометре 6 нулевого значения производят отсчет показания расхода газа, измеренного ротаметром 7, и рассчитывают скорость фильтрации q-по формуле q=v p/f p м/с (2), где v p объем газа, прошедший через раструб и измеренный ротаметром, м 3/с, f p - площадь поверхности исследуемого рукава, ограниченная входным отверстием раструба, м 2. Как видно из анализа формулы при изокинетическом отборе отфильтрованного газа с внешней поверхности исследуемого рукава, имеет место увеличение площади контакта входного отверстия раструба с цилиндрической поверхностью рукава за счет профилирован-ного охвата его по дуге, в прототипе же площадь контакта мала, определена точечным соприкосновением штуцера с рукавом. Таким образом, профилированное сопряжение по дуге входного отверстия отсасывающего раструба с поверхностью исследуемого рукава позволяет по сравнению с прототипом увеличить в несколько раз площадь контакта рукава с раструбом, создающим гидравлическое сопротивление. Это дает возможность при изокинетичном отборе газа с поверхности рукава значительно увеличить расход газа, измеряемого ротаметром, и в целом снизить погрешность определения скорости фильтрации газа, то есть повысить точность контроля работы рукавного фильтра.
|
|
Преимущества перед известными аналогами Повышение точности контроля работы рукавного фильтра |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Улучшение качества работы на 25-30% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 19.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии