ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 65-370-01 |
|
Наименование проекта Получение медной длинномерной заготовки |
|
Назначение Получение электрохимических медных профилей |
|
Рекомендуемая область применения Металлургия. машиностроение |
|
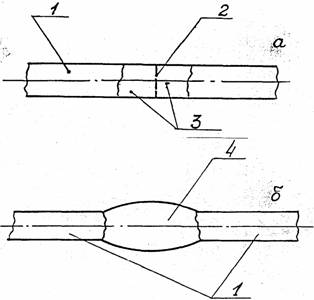
Описание 1 Результат выполнения технологической разработки. С целью повышения производительности при волочении электротехнических медных профилей для получения длинномерных заготовок применяют стыковую сварку сопротивлением, при этом стремятся, чтобы область стыка не отличалась по механическим свойствам от основного металла. Однако после сварки медных прутковых заготовок диам.15...20 мм и одновременной осевой осадки (высадки) в горячую (с образованием утолщения в месте стыка) околошовная зона резко отличается от основного металла более крупным зерном. Вследствие этого снижается пластичность металла, что порождает обрывность при волочении, уменьшение производительности, рост отходов. Эти потери особенно ощутимы для современных многократных волочильных машин - станов со скольжением и прямоточных станов. Кроме того, при эксплуатации таких изделий проявляются следующие недостатки: - опасность снижения прочности провода на участках с крупным зерном при его использовании в качестве подвесного проводника, особенно при наличии снега и обледенении; - ухудшение условий передачи электроэнергии вследствие неравномерного местного износа участков с крупным зерном, например, для контактных проводов современного электротранспорта с его высокими скоростями движения; - изменение частоты расположения этих участков от заготовки к изделию пропорционально коэффициенту вытяжки при волочении может вызвать - в условиях скользящего контакта - явление резонанса, резко снижающее прочность изделия. Для повышения производительности волочильных станов путём использования заготовки увеличенной длины, снижения обрывности при волочении посредством повышения пластических свойств металла в зоне термического влияния (ЗТВ) сварного шва и улучшения служебных характеристик изделий за счёт получения мелкозернистой структуры разработаны и осуществлены в производственных условиях следующие режимы обработки. После сварки и снятия грата проводится локальная горячая деформация заготовки (осадка в осевом направлении, т.е. высадка) в пределах ЗТВ при температуре 810...870°С до образования на заготовке местного утолщения диаметром 1,5... 2,0 диаметра исходной заготовки, которое затем удаляется. При высадке заготовки в пределах ЗТВ с указанными выше параметрами достигается степень деформации 0,54-0, 92*, что обеспечивает значительное улучшение структуры
Сваренная заготовка до (а) и после (б) высадки; обозначения - в тексте. *Степень деформации e в связи с бульбообразной формой утолщения представили в виде e=2/3ln(f 1/f 0)=2/3ln(d 1/d 0) 2, где f 1 и d 1- площадь поперечного сечения и диаметр утолщения; f 0 и d 0- то же, но для исходной заготовки. ЗТВ путём измельчения зёрен меди, интенсивно выросших в процессе сварки. Размеры зерна в ЗТВ после сварки без применения высадки в 6...8 раз больше размеров зерна вне ЗТВ, т.е. в основном металле. После сварки с использованием описываемого способа размеры зёрен меди как в центре, так и на периферии ЗТВ несущественно отличались от размеров зёрен в основном металле (до 1,5 раз максимально). Конкретно способ осуществляется следующим образом. После электроконтактной стыковой сварки короткомерных прутков и снятия грата длинномерную заготовку 1 (рисунок, поз. "а"), не охлаждая, закрепляют в зажимных контактах сварочной машины на расстоянии, соответствующем протяженности ЗТВ 3 (примерно два диаметра заготовки), и проводят нагрев, осуществляемый в режиме отжига, предусмотренном конструкцией машины. При таком локальном нагреве регламентированной температуры достигает в первую очередь область сварного стыка 2(центр ЗТВ), а металл по обе стороны стыка 2 нагрет слабее центра. Градиент температуры по обе стороны стыка (от 810-870°С в центре до 650-680°С на периферии ЗТВ) приводит к образованию утолщения 4 характерного бульбообразного вида (рисунок, поз. "б"). После охлаждения утолщение удаляют известными способами. Волочение промышленных партий длинномерных заготовок, полученных описанным способом, на четырехкратном волочильном стане со скольжением и диаметром барабанов 800 мм подтвердило полное отсутствие обрывности по зонам термического влияния сварных стыков. |
|
Преимущества перед известными аналогами Отсутствие обрывности по зонам термического влияния сварных стыков |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Улучшение качества изделий на 40% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 19.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии