ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 63-015-01 |
|
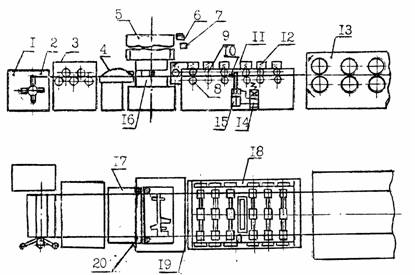
Наименование проекта Автоматическая линия для изготовления длинномерных деталей |
|
Назначение Для изготовления длинномерных деталей методом штамповки и профилирования из тонколистовой рулонной ленты |
|
Рекомендуемая область применения Предприятия машиностроительной, тракторостроительной и строительной промышленности |
|
Описание Результат выполнения конструкторской разработки. Правильное устройство непрерывно разматывает ленту 2 из рулона, закрепленного в рулоннице, правит ее и подводит в штамп пресса по передающему желобу до взаимодействия переднего конца ленты с роликами 8 и 9 приводного рольганга. В приводном рольганге лента перемещается вращением роликов к упору со скоростью подачи правильного устройства, которая меньше скорости рольганга. При вхождении ленты в зону действия бесконтактного выключателя 10, расположенного перед упором, подается команда через бесконтакный выключатель на командоаппарат, который управляет автоматической линией и включает упор. Упор включается подачей воздуха в пневмоцилиндр 15 от электромагнитного клапана 14. В нерабочем положении упор опущен, и воздух попадает в нижнюю полость пневмоцилиндра. Движущаяся лента перед началом отрезки успевает дойти до упора и остановиться во вращающихся роликах и рольганга. В этот же момент пуансон верхней части штампа начинает отрезку ленты шириной, зафиксированной роликами штучной заготовки 19. При этом оставленная в зоне штамповки лента образует петлю 4 по всей длине передающего желоба. Отрезанная штучная заготовка длиной, равной расстоянию между упором и режущей кромкой штампа, освобождается от упора в конце цикла штамповки. После освобождения движущаяся лента входит в зону штампа и движется к приводному рольгангу в пространстве, заданном роликами 20 над отрезной штучной заготовкой, которая затем обгоняет ленту за счет большой скорости (30 м/мин.) приводного рольганга, чем скорость (24 м/мин.) подачи правильного устройства. Отрезанная заготовка начинает уходить по приводному рольгангу при включении упора диском 6 через выключатель 7 и движется в профилегибочный стан, а набегающая лента движется к упору, и при вхождении в прорезь бесконтакного выключателя цикл повторяется.
АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ДЕТЕЛЕЙ При настройке линии на обработку другой детали необходимо заменить штамп и отрегулировать упор датчика контроля длины. В автоматическую линию при необходимости может быть вмонтирована группа прессово-отрезного оборудования, которая может выполнять операции пробивки пазов, отверстий. Наличие приводного упора, регулируемого в блоке с бесконтактным выключателем, а также неприводных подпружиненных пружинами верхних роликов в приводном рольганге, позволяет создать устойчивую систему подачи ленты включения прессового оборудования и передачи отрезанной заготовки в профилегибочный стан без валковой подачи и петлевого компенсатора, что упрощает конструкцию автоматической линии. |
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Соответствует технической характеристике изделия (устройства) |
|
Технико-экономический эффект Производительность труда повысилась на 25-30% |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 25.01.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии