ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-001-01 |
|
Наименование проекта Формовочный автомат |
|
Назначение Изготовление литейных полуформ |
|
Рекомендуемая область применения Литейное производство |
|
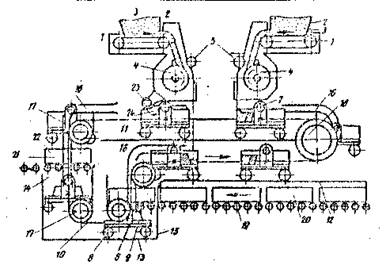
Описание Результат конструкторской разработки. На рис. изображена кинематическая схема формовочного автомата для изготовления литейных полуформ. Автомат содержит пескометные головки, состоящие из ленточных питателей 1, бункеров 2 для формовочной смеси 3, роторов 4 и отражательных роликов 5, вертикально-замкнутый цепной конвейер Г-образной формы с тележками 6, удерживающими роликами 7, опорными колесами 8 и модельным блоком 9, двумя тяговыми цепями 10 (на рис. показана одна), горизонтальными направляющими 11-13 и вертикальными направляющими 14 и 15, направляющими 16 для .удержания роликов тележек, малых звездочек 17 и большой звездочки 18, рольганга 19 для подачи опок 20 к позиции спаривания, рольганга 21 для удаления изготовленных полуформ 22 и 'механизма 23 для срезания излишков уплотненной формовочной смеси 24. Работает автомат следующим образом. Ленточными питателями 1 пескометных головок формовочная смесь 3 из бункера 2 подается к роторам 4, служащим для образования пакетов смеси. На позицию спаривания рольгангом 19 подается опока 20. Тележка 6, поднимаясь на цепях 10 вертикально, опорными колесами 8 движется в вертикальных направляющих 15, а удерживающими роликами 7 - в направляющих 16. Такое движение позволяет тележке и находящемуся на ней модельному блоку 9 выдержать точное положение их в вертикальной плоскости и тем самым четко производить спаривание модельного блока 9 с опокой 20 и расправку его с полуформой 22. При подъеме тележка 6 подводит модельный блок 9 под опоку 20, уже находящуюся на позиции спаривания, и спаривает их с помощью штырей и втулок (на рис. не показано). Комплект из тележки 6, модельного .блока 9 и опоки 20 движется по горизонтальным направляющим 12, попадая под потоки пакетов формовочной смеси, выбрасываемые пескометными головками. Далее комплект движется по горизонтальным направляющим 11 и перекрывает собой ближайший поток пакетов, получая очередной слой уплотненной формовочной смеси. Потоки поочередно перекрываются комплектами нижнего и верхнего участков конвейера, заполняя при этом опоки формовочной смесью. Излишки смеси в опоке 20 удаляются механизмами 23. Далее комплект поступает на позицию распаровки и начинает спускаться. Тележка 6 опорными колесами 8 движется в вертикальных направляющих 14, а удерживающими роликами 7 - в направляющих 16. Полуформы 22 задерживаются рольгангом 21, а модельный блок 9 вместе с тележкой 6, продолжая опускаться, извлекает модель из полуформы 22, Рольганг 21 удаляет с позиции распаровки полуформу 22, а тележка 6 с модельным блоком 9 вновь поступает на позицию спаривания.
Рис. Формовочный аппарат |
|
Преимущества перед известными аналогами Усовершенствованная конструкция узлов формовочной машины |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение производительности труда в 3,7 раза, экономический эффект составляет около 190 тыс. руб. в год. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 12.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии