ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 84-129-00 |
|
Наименование проекта Применение тиглей со сквозной полостью |
|
Назначение Для обеспечения высокого металлостатического напора |
|
Рекомендуемая область применения Технологии литейного производства |
|
Описание
Результат выполнения конструкторской разработки.
Данный тигель 1 имеет внутреннюю перегородку, которая разделяет его на сквозную полость 3 и плавильную полость 4. В сквозной полости 3 предусмотрен сливной желоб 5. Рабочая поверхность сливного желоба 5 расположена под углом j к горизонту, под этим же углом выполнена часть дна тигля, примыкающая к сливному желобу 5. При этом остальная поверхность дна тигля расположена на уровне плоскости, касательной к рабочей поверхности дна сливного желоба, или выше её. В сквозной полости тигля, начиная от верхнего основания усечённого конуса, которым заканчивается сквозная полость, выполнен выливной желоб 6. Тигель 7 крепится в индукторе 2 при помощи футеровки 7. Литейная форма 8 установлена на поддоне-холодильнике 9, закреплённом на штоке механизма подъёма и опускания 10, смонтированного на раме 11 индуктора. Сверху тигель закрыт крышкой 12, для крепления которой предусмотрены струбцины 13. Устройство, снабжённое таким тиглем, можно использовать по следующей схеме. В плавильную полость 4 тигля 1 загружают требуемое количество шихты, закрывают тигель крышкой 12 и начинают плавку. На поддон-холодильник устанавливают литейную форму 8 и прижимают её с помощью механизма подъёма и опускания 10 к нижней поверхности тигля 1. При этом литниковая воронка литейной формы совмещается с нижним основанием усечённого конуса, которым заканчивается сквозная полость тигля. После окончания расплавления металла в плавильной полости 4 тигля 1 устройство отклоняют при помощи механизма поворота в сторону сливного желоба 5 на угол j. При этом положение формы 8 относительно тигля 1 остаётся неизменным, т.к. система поддон-холодильник 9 и механизм подъёма и опускания 10 расположена на раме 11 индуктора 2. При достижении отклонения на угол j весь расплав из плавильной полости 4 выльется в форму 8 и сквозную полость 3. После заливки устройство возвращают в исходное вертикальное положение и начинают разогревать металл в сквозной полости 3 индуктором 2. Разогрев продолжают, пока в форме не затвердеет отливка 14. При этом в сквозной полости выше нижнего витка индуктора металл остаётся жидким. Это обеспечивает эффективное направленное затвердевание отливки и высокое её качество. Затем устройство отклоняют при помощи механизма поворота уже в сторону выливного желоба 6, пока весь расплав не выльется из сквозной полости 3 в плавильную полость 4. Наличие крышки 12 предохраняет от слива расплава из плавильной полости наружу. После этого устройство возвращают в исходное вертикальное положение, литейную форму 8 при помощи механизма подъёма и опускания опускают вниз. Наличие конуса в нижней части сквозной полости тигля позволяет легко выходить из сквозной полости остатков затвердевшей прибыльной части отливки. В дальнейшем открывают крышку 12 и в плавильную полость тигля, загружают свежую шихту в требуемом количестве, с учётом вылившегося в плавильную полость тигля расплава от предыдущей плавки. Далее процесс повторяют. Если необходимо перед самой заливкой взять пробу расплавленного металла из плавильной полости тигля, или провести модифицирование, то для этого в крышке 12 предусматривается отверстие. В случае, показанном на рис.1, это отверстие не выходит за линию б-б, совпадающую с касательной, проведённой к рабочей поверхности выливного желоба 6. Это обеспечивает то, что струя расплава при сливе из сквозной полости не выльется наружу. Тигли со сквозной полостью позволяют снизить окисление расплава, если использовать их в схеме, представленной на рис. 2. Для предотвращения окисления металла, в данном случае, после загрузки шихты в плавильную полость 7, тигель 2 закрывают крышкой 3, которую закрепляют струбцинами 4 к корпусу 5 подвижной части плавильной печи. В плавильную полость 1 подают под избыточным давлением инертный газ. Для этого используют систему каналов 8 в крышке 3, штуцер 9 и гибкий шланг 10, который соединяют с баллоном со сжатым инертным газом. Благодаря избыточному давлению, газ вытесняет воздух из плавильной полости. При этом газ уходит в атмосферу через сквозную полость 11 и через зазоры в крышке 3. В результате создаётся проток инертного газа. Опыты показали, что, для надёжной защиты металла от окисления, достаточно небольшого превышения давления инертного газа над атмосферным. Например, для аргона это 5...10 %. После подачи инертного газа включают индуктор 6 и расплавляют шихту. Окончательно доводят расплавленный металл модифицированием. Для этого модификатор, закреплённый на конце штатива, вводят снизу вверх через сквозную полость 11. Несложное приспособление обеспечивает раскрытие захвата и попадание кусков модификатора на зеркало металла. Эта операция позволяет не открывать крышку 3 и, тем самым, предохраняет металл от окисления. После модифицирования на поддон 13 устанавливают литейную форму 14, которая находится в обечайке с опорным наполнителем 16. Заливочный стояк 17 (он же выполняет роль прибыли) литейной формы при помощи механизма перемещения 18 помещают в сквозную полость 11, а обечайку 15 прижимают к корпусу печи. Затем подвижную часть плавильной печи отклоняют в сторону сливного носика 19, заливают литейную форму 14 и возвращают устройство в исходное положение. В процессе затвердевания отливки металл в заливочном стояке 17 поддерживают в жидком состоянии при помощи индуктора 6. В процессе заливки и затвердевания отливки в плавильную полость подают инертный газ. В результате металл не окисляется, и это, наряду с направленным затвердеванием, обеспечивает литому изделию высокие свойства. После затвердевания отливки форму удаляют из сквозной полости, подачу инертного газа прекращают, открывают крышку, чистят тигель и процесс повторяют.
Рис. 1. Схема устройства для направленного затвердевания: 1 - тигель; 2 - индуктор; 3 - сквозная полость тигля; 4 - плавильная полость тигля; 5 - сливной желоб; 6 - выливной желоб; 7 - футеровка; 8 - литейная форма; 9 - поддон-холодильник; 10 - механизм подъемника и опускания; 11 - сквозная полость; 12 - расплавленный металл; 13 - поддон; 14 - литейная форма; 15 - обечайка; 16 - наполнитель; 17 - заливочный стояк; 18 - механизм перемещения; 19 - сливной носик.
1 - плавильная полость; 2 - тигель; 3 - крышка; 4 - струбцины; 5 - корпус печи; 6 - индуктор; 7 - футеровка; 8 - система каналов; 9 - штуцер; 10 - шланг; 11 - сквозная полость; 12 - расплавленный металл; 13 - поддон; 14 - литейная форма; 15 - обечайка; 16 - наполнитель; 17 - заливочный стояк; 18 - механизм перемещения; 19 - сливной носик |
|
Преимущества перед известными аналогами Способ позволяет отказаться от использования высоких прибылей |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Улучшено качество литых изделий в 2 раза. |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 22.11.2000 |
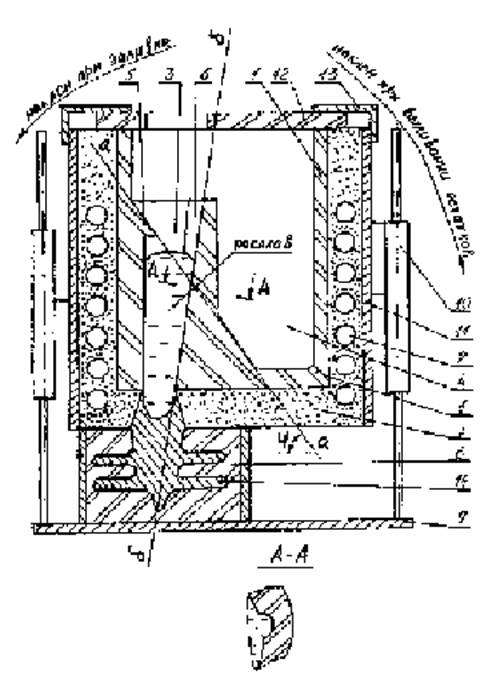
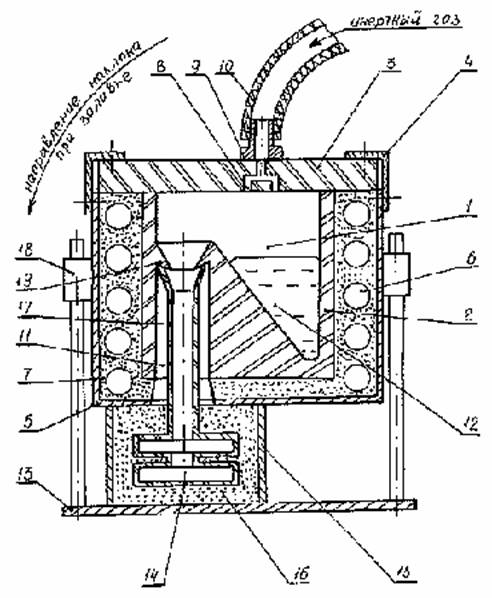 Рис. 2. Схема устройства для направленного затвердевания с защитой расплава от окисления:
Рис. 2. Схема устройства для направленного затвердевания с защитой расплава от окисления:Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии