ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-029-01 |
|
Наименование проекта Автоматическая литейная линия |
|
Назначение Автоматизированное изготовление отливок в опоках |
|
Рекомендуемая область применения Литейное производство |
|
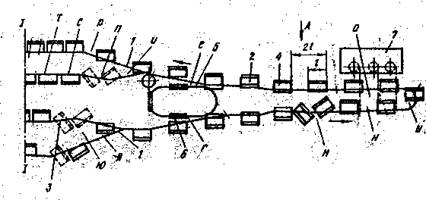
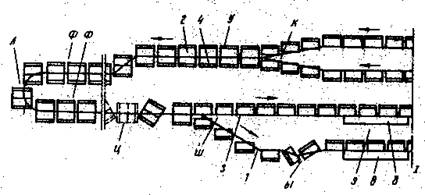
Описание Результат выполнения конструкторской разработки. Кинематическая схема автоматической линии дана на рис. 1 и 2. Автоматическая литейная линия содержит вертикально замкнутый цепной конвейер 1 (рис. 1 и 2), транспортирующий опоки 2 "верхов" вертикально замкнутый цепной конвейер. 3, транспортирующий опоки 4 "низов" вспомогательный вертикально-замкнутый цепной конвейер 5 возврата модельных монтажей 6, установленный внутри конвейеров 1 и 3, блок 7 ширококовшовых пескометных головок со срезчиком излишков формовочной смеси (не показаны), устройства 8 выбивки отработанной формовочной смеси и литья из опок, 2 и 4, устройства заливки опок, средства для распаровки полуформ и модельных монтажей. Дополнительный вертикально замкнутый цепной конвейер установлен в направляющих основного вертикально замкнутого цепного конвейера, при этом каждое звено цепей обоих конвейеров выполнено серповидной формы с двумя впадинами на выпуклой поверхности, каждый узел соединения звеньев цепей одного конвейера расположен внутри вогнутой части соответствующего ему каждого звена другого конвейера,aпривод для перемещения конвейера расположен после средств для распаровки полуформ и модельных монтажей. Кроме того, автоматическая литейная линия содержит устройства крепления модельных монтажей к опокам и опок в форме, расположенные по бокам опок относительно их движения. Автоматическая литейная линия, работает следующим образом. Включаются все имеющиеся в линии электродвигатели: привода 10 конвейеров 1 и 3 и вспомогательного конвейера 5, роторов и ленточных питателей ширококовшовых пескометных головок блока 7, устройств выбивки 8. При этом на всех двадцати одной позициях начнут выполняться соответствующие операции. Автоматическая литейная линия содержит следующие позиции (рис. 1, 2): Г - спаривания опок 2 и 4 с модельным монтажом 6, М - кантования опок 2 и 4, спаренных с модельными монтажами 6, Н - внесения и уплотнения во внутренних объемах опок 2 и 4 пакетов формовочной смеси, выбрасываемых пескометными головками непрерывными потоками на нижний ряд линий, И - перевода опок 2 и 4, спаренных с модельными монтажами 6, частично заполненных формовочной смесью с нижнего ряда на верхний ряд линии (через радиусный переход), О - окончательного заполнения и уп-лотнения во внутренних объемах опок 2 и 4 формовочной смеси на верхнем ряду линии, Е - распаровки полуформ (опока 2 или 4 с формовочной смесью) с модельными монтажами 6, И - перевода полуформ "верхов" и "низов" на самостоятельный наружный и внутренний ряды, П - кантования полуформ "низов", Р и С - сведения полуформ "верхов" и "низов" в .самостоятельные плотные потоки, Т - простановки стержней, К - сборки форм, У - заливки форм, Ф -oxлаждения залитых форм, Л - перевода форм без опрокидывания через радиусный переход, Ц - кантования формы, Ш - распаровки форм, Ы - кантования полуформ "верхов", Э - выбивки из опок 2 и 4 отработанной формовочной смеси и литья (не показаны), Ю - кантования опок 2 и 4, Я - сведения опок 2 и 4 в один поток. Транспортные средства линии приводятся в действие одним приводом, выполняющим за счет своих особых движений почти все основные операции (за исключением формообразования и выбивки), осуществляемые в известных линиях отдельными машинами и устройствами. Расположение привода конвейеров на стыке .конца участка цепей, вытянутых в линию, и начала участка цепей, собранных гармошкой, позволяет ему приводить движение цепи главных конвейеров, устанавливая в направляющие их звенья, складываемые гармошкой, толкая этими звеньями ряды цепей, сложенных гармошкой, вытягивая в линию звенья из направляющих рядов цепей, собранных гармошкой, транспортируя цепи с вытянутыми в линии звеньями. Для выполнения всех операций в линии не нужна система автоматики, так как все рабочие органы линии сработают самостоятельно и непрерывно. Данная конструкция линии позволила значительно повысить надежность работы линии, ее эффективность.
Рис. 1. Правая часть линии (вид спереди)
Рис. 2. Левая часть линии (вид спереди) |
|
Преимущества перед известными аналогами Простота и совершенство конструкции, наличие транспортных средств, приводимых в действие одним приводом |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Повышение надежности линии в 2,8 раза |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 31.01.2001 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии