ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 68-172-00 |
||||||||||||||||
|
Наименование проекта Упрочение коленчатых валов |
||||||||||||||||
|
Назначение Повышение предела выносливости и уменьшение коробления деталей |
||||||||||||||||
|
Рекомендуемая область применения Ремонт коленчатых валов |
||||||||||||||||
|
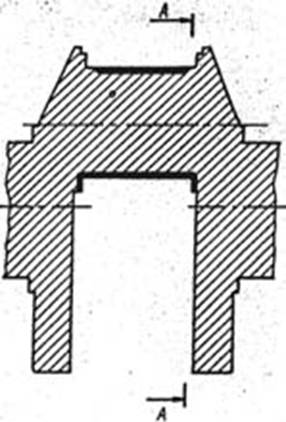
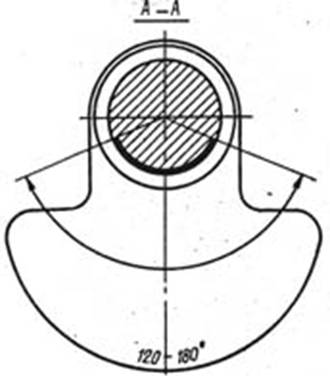
Описание 172-00 Результат выполнения конструкторской разработки. Предложенный способ упрочения включает поверхностную закалку шеек галтелей, при чем поверхностной закалке с нагревом токами высокой частоты подвергают участки галтелей шатунных шеек со стороны коренных по дуге окружности 120-180°. Производится закалка шеек и участков галтелей шатунных шеек коленчатых валов а/м ЗИЛ-130 специальным индуктором, обеспечивающим получение заданной конфигурации закаленных участков. Источником высококачественного нагрева служит машинный генератор частотой 2,5 Гц, закалочная станция МГЗ-102 мощностью по 100 кВт. Продолжительность нагрева составляет 7 с, время паузы 0,8 с, с последующим охлаждением водяным душем в течение 5-6 с. На рисунке 1 показано колено вала, продольный разрез; на рисунке 2 - разрез А-А. Закалка по этому режиму позволяет достичь оптимальной глубины закаленного участка 3-4,5 мм при твердости 54-58hrcи микроструктуре закаленных участков в виде мелко- и среднеигольчатого мартенсита. Для определения оптимальной величины дуги проводились усталостные испытания валов, закаленных по дугам 90°, 120°, 150°, 180°и 210°. Сравнительные испытания закаленных коленчатых валов приведены в таблице:
Наибольшая усталостная прочность коленчатых валов достигается при закалке по предлагаемому способу по дуге окружности 120-180°. Это объясняется более равномерным распределением остаточных напряжений закалки на поверхности шатунной шейки, отсутствием переходной зоны в галтелях шатунных шеек на участке действия максимальных циклических напряжений изгиба.
Калено вала - продольный разрез
Разрез А-А Уменьшение биения до 0,25 мм способствует уменьшению припуска на шлифовку, и это уменьшает неравномерность распределения остаточных напряжений по глубине в галтелях. Производительность процесса шлифования увеличивается в 1,5-2 раза . |
||||||||||||||||
|
Преимущества перед известными аналогами На 30% увеличивается усталостная прочность, устраняется операция рихтовки, уменьшается вероятность появления усталостных трещин в галтелях |
||||||||||||||||
|
Стадия освоения Внедрено в производство |
||||||||||||||||
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
||||||||||||||||
|
Технико-экономический эффект Улучшение качества изделий на 30% |
||||||||||||||||
|
Возможность передачи за рубеж Возможна передача за рубеж |
||||||||||||||||
|
Дата поступления материала 20.11.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии