ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 08-139-00 |
|
Наименование проекта Способ полунепрерывного точного литья в сухой сыпучий опорный наполнитель |
|
Назначение Изготовление длинномерных заготовок методом полунепрерывного точного литья |
|
Рекомендуемая область применения Литейное производство |
|
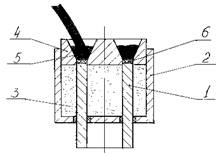
Описание Результат конструкторской и технологической разработок. Существо способа полунепрерывного точного литья заключается в следующем: модель (рис.) заформовывается в опоке 2 в сухой сыпучий опорный наполнитель 3 без какого-либо крепителя и накрывается литниковой чашей 4, заливка жидкого сплава 5 ведется на теплоизолированный торец 6 модели 1, извлекаемый при этом из формы из опоки 2 вниз. Способ позволяет получить литье с шероховатостью около 0,028 мкм. Способ осуществляется на установке УПТЛ, с помощью которой можно получать литые длинномерные заготовки с любой толщиной стенок, такие, как: трубы; гильзы для гидроцилиндров, двигателей внутреннего сгорания, в том числе оребренных, облегченной конструкции; масолоты для поршневых колец; слитков любого сечения, в том числе: сплошного сечения, многогранников с отверстиями, шестерни и зубчатые венцы (с литым зубом); изделия с винтовыми элементами типа шнеков или пружин; листов плоских и гофрированных и т.д. На одной из опытных установок УПТЛ, к примеру, получена качественная чугунная труба длиной 450 мм с наружным диаметром 215 мм и толщиной стенок 20 мм. Учитывая то, что представленный способ только открывает новое направление в производстве литья, разработка технологических процессов и оборудования для производства конкретных отливок в большинстве случаев будет содержать новые технические решения, обладающие патентной чистотой. Например, уже есть решения, благодаря которым можно получить отливки с продольной кривизной, в отливках выполнять фланцы, выступающие элементы и т.д. Способ позволяет извлечь отливку из формы чистой от опорного наполнителя при поверхностных температурах, превышающих 900єС. Следовательно, без предварительного нагрева можно провести допустимую энергетически термическую обработку (само-отжиг, отпуск). В зависимости от серийности производства может дополнительно понадобиться специальная подготовка опорного наполнителя (охлаждение, сепарация). Предварительный расчет показал, что в существующем производстве литых маслот для автомобильных поршневых колец за счет снижения стоимости литья и припусков на механическую обработку, повышение коэффициента использования отливки, окупаемость дополнительных капитальных вложений, равных 2280 тыс. руб, составит 1,2 года. Таким образом, применение данного способа позволяет: создать экологически чистую, материало-и энергосберегающую технологию, не требующих дефицитных материалов; обеспечить получение отливок без литейных уклонов с минимальными припусками на механическую обработку и повышенный выход годного литья; создать условия для направленной и регулируемой кристаллизации сплавов.
Рис. Литьевая форма |
|
Преимущества перед известными аналогами Возможность получения длинномерных заготовок с любой толщиной стенок |
|
Стадия освоения Опробовано в условиях опытной эксплуатации |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение себестоимости изготовления длинномерных заготовок, улучшение качества изделий |
|
Возможность передачи за рубеж Возможна передача за рубеж |
|
Дата поступления материала 05.12.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии