ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 40-076-00 |
|
Наименование проекта Устройство для автоматического управления боковыми перемещениями шлифовальной ленты |
|
Назначение Использование в ленточно-шлифовальных станках. |
|
Рекомендуемая область применения Машиностроительная, металлургическая и другие отрасли промышленности, где требуется автоматическое индуцирование движущихся объектов. |
|
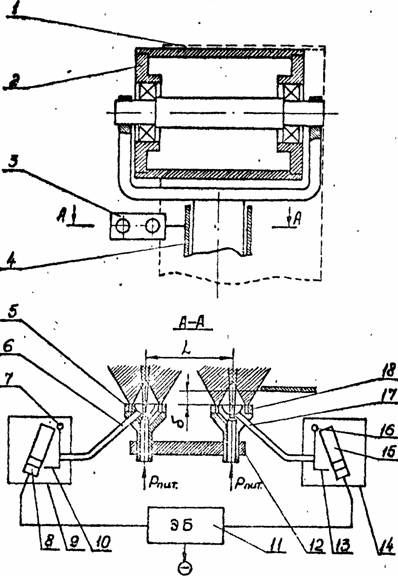
Описание Устройство (см. рисунок) содержит узел пневмодатчиков 3, два преобразователя 9 и 14 пневматического сигнала в электрический и электронный блок 11 управления. Узел пневмодатчиков включает жестко закрепленный на станине 4 шлифовального агрегата корпус 12 с установленными на нем двумя пневмодатчиками 5 и 18 вблизи одной из боковых кромок шлифовальной ленты 1 с гарантированным зазором относительно ее полотна. Пневмодатчики 5 и 18 имеют соответственно боковые сигнальные каналы 6 и 17. Преобразователи смонтированы каждый в закрытом корпусе и содержат соответственно бесконтактные конечные выключатели 8 и 15 типа датчика КВД-6М и выполненные из тонкой алюминиевой пластины флажки 10 и 13, имеющие свободу колебания относительно своих осей 7 и 16 и примыкающие к выходному срезу, соответствующих сигнальных каналов. Шлифовальная лента натянута на поворотный направляющий ролик 2.
Устройство работает следующим образом. К пневмодатчикам подается пневмопитание под давлением Рпит. В соответствии с конструктивными особенностями пневмодатчика на выходе его проточной части происходит организованное истечение воздуха в виде струи, образующих зону контроля перемещаемого объекта. При смещении влево, вдоль поворотного направляющего ролика, шлифовальная лента своей боковой кромкой последовательно проходит над пневмодатчика ми в зоне их контроля и тем самым в той же последовательности вызывает пневматические сигналы в боковых каналах. Эти сигналы последовательно отклоняют флажки, которые своим приливом входят в прорези соответствующих конечных выключателей. Последние посылают электрические сигналы в электронный блок управления, который после приема двойной информации единичных сигналов ( 1+1) выдает команду на исполнительный механизм. Затем происходит поворот направляющего ролика в горизонтальной плоскости, что вызывает движение шлифовальной ленты в обратном направлении. При смещении ленты вправо последняя в обратном порядке своей боковой кромкой выходит из зоны контроля пневмодатчиков. В такой же обратной последовательности исчезают пневматические сигналы в боковых каналах, флажки возвращаются в исходное положение, освобождая прорези соответствующих конечных выключателей, которые снимают электрические сигналы с электронного блока управления. После приема двойной информации нулевых сигналов (0+0) блок управления выдает команду на исполнительный механизм. Происходит поворот направляющего ролика в горизонтальной плоскости в обратном направлении. В дальнейшем цикличность операций повторяется. |
|
Преимущества перед известными аналогами Устройство имеет более широкий диапазон возможного изменения гарантированного зазора d при сохранении постоянства величины и качества выходного сигнала. |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение трудоемкости |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 28.03.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии