ПОДРОБНАЯ ИНФОРМАЦИЯ
Заявку на получение дополнительной информации по этому проекту можно заполнить здесь.
|
Номер 40-059-00 |
|
Наименование проекта Новый способ управления обработкой кольцевых пазов в крупногабаритных деталях |
|
Назначение Усовершенствование системы программного управления расточно-фрезерных станков с ЧПУ |
|
Рекомендуемая область применения Различные отрасли машиностроения |
|
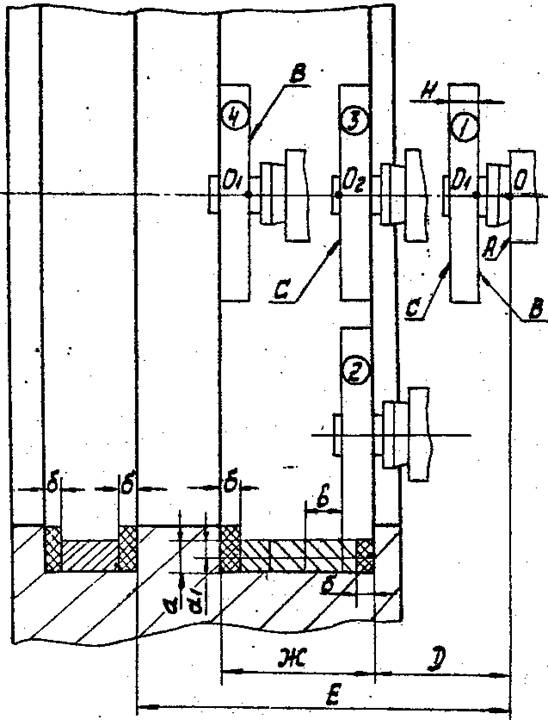
Описание На рисунке изображены номинальное положение обрабатываемой детали в рабочей зоне станка и траектория перемещения дисковой фрезы при обработке пазов.
Опорная точка станка устанавливается на торце А шпинделя станка. Перед начало м обработки для каждой фрезы производится замер размера от торца А шпинделя до ближнего торца В фрезы и размера от торца А шпинделя до дальнего торца С. Ширина фрезы В определяется как разница указанных размеров. Расточный шпиндель располагается в исходном положении (позиция 1 - нуль управляющей программы совмещается с опорной точкой станка). В этом же положении производят корректировку положения режущего инструмента путем активизации зоны памяти системы ЧПУ, вводя в ячейки памяти корректора размер по длине инструмента от торца А до торца В. Дальнейший пересчет всех размеров производится автоматически системой ЧПУ, в результате чего осуществляется смещение нуля программы с исполнительного органа из точки «О» на торец В фрезы в точку «o1», лежащую на оси шпинделя. Обработка первого кольцевого паза в детали производится следующим образом. Осуществляется рабочий пуск станка и выход фрезы на размер Д в положение, соответствующее обработке ближайшей боковой поверхности паза. На ускоренной подаче осуществляется перемещение фрезы в радиальном направлении по отношению к ее оси в точку o3, а затем на рабочей подаче производится врезание инструмента по радиусу в обрабатываемую деталь (позиция 2). Шпинделю станка сообщается перемещение по программе по дуге окружности. Шпиндель перемещается по двум координатам, определяющим получение на детали цилиндрической поверхности, с последующим выходом инструмента из тела детали по радиусу. Осуществляется снятие заданного программой припуска «а1» по цилиндрической поверхности и припуска «б» по боковой торцевой поверхности. Данная операция повторяется в зависимости от допустимой техпроцессом величины снимаемых припусков «а» и «б» с осуществлением врезания и выхода по радиусу. После осуществления первого прохода производится вывод инструмента из тела детали в радиальном направлении. Осуществляют новую корректировку положения инструмента путем активизации зоны памяти системы ЧПУ, вводя в ячейки памяти другого корректора размер от торца А фрезы до торца С (происходит смещение нуля управляющей программы с торца В фрезы на торец С в точку «О2» (позиция 3). Система учитывает размер ширины Н фрезы. Производится последующее чередование осевых перемещений на величину «в» и аналогичных радиальных перемещений при выполнении последовательных проходов. Величина осевого смещения шпинделя с фрезой, соответствующая шагу «в» между строчками, не должна превышать ширины фрезы. После выполнения последнего прохода в заданный размер Ж производится смещение нуля программы с торца С на торец В фрезы, т.е. из точки «О2» в точку «О1» (позиция 4). Осуществляется выход исполнительного органа станка на чертежный размер Е. Рассмотренные перемещения повторяются при обработке следующего кольцевого паза, расположенного параллельно первому. Процесс смещения нуля программы при обработке деталей одного типоразмера происходит автоматически, без участия оператора. |
|
Преимущества перед известными аналогами Аналоги не известны |
|
Стадия освоения Внедрено в производство |
|
Результаты испытаний Технология обеспечивает получение стабильных результатов |
|
Технико-экономический эффект Снижение трудоёмкости |
|
Возможность передачи за рубеж За рубеж не передаётся |
|
Дата поступления материала 02.02.2000 |
Инновации и люди

У павильонов Уральской выставки «ИННОВАЦИИ 2010» (г. Екатеринбург, 2010 г.)

Мероприятия на выставке "Инновации и инвестиции - 2008" (Югра, 2008 г.)

Открытие выставки "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)

Демонстрация разработок на выставке "Малый бизнес. Инновации. Инвестиции" (г. Магнитогорск, 2007 г.)
2007–2026 © Инновации - Бизнесу. Инновации и инвестиции в прорывные технологии